
Технологии силовой электроники:
текущее состояние и перспективы
Пайка
Пайкой называется процесс соединения двух материалов посредством расплавленного металла или жидкого сплава (припоя). Отдельные атомы этого сплава диффундируют в поверхностные области сопрягаемых элементов, в результате чего создается тонкий слой, содержащий материалы припоя и подложки. Условием качественной пайки, исключающей образование пустот (лакун), является высокая чистота поверхностей соединяемых элементов, отсутствие оксидных пленок. Для очистки используются флюсующие добавки — агенты, активируемые при нагреве материалов и защищающие поверхности от повторного окисления в процессе соединения. Как правило, флюсующие добавки после пайки следует удалить.
В некоторых случаях пайка производится в вакууме, что позволяет эффективно устранять пузыри воздуха из жидкого припоя. Все используемые материалы должны соответствовать директиве Европейского Союза RoHS по ограничению содержания вредных веществ.
Существует масса технологий пайки, различающихся, в основном, по способу нагрева соединяемых частей. Распространен метод с использованием паяльных паст, состоящих из маленьких шариков припоя и флюсующих добавок. С помощью дозатора и трафаретной печати флюс наносится на одну из соединяемых поверхностей; второй «контактный» партнер (например, чип) вдавливается в пасту, после чего полученное соединение нагревается до расплавления припоя.
В паяном соединении большой площади между материалами с разными коэффициентами теплового расширения (КТР) могут возникать критические напряжения (табл. 1). Результатом является т. н. «биметаллический эффект», создающий изгиб связанных материалов. Циклическое изменение температуры, то есть многократное термоциклирование, приводит к накоплению «усталости» в слое припоя и его постепенному разрушению. По этой причине силовые модули традиционной конструкции, имеющие паяное соединение керамической изолирующей подложки и медной базовой платы, малопригодны для применения на транспорте.
|
Параметр |
Ag, чистое серебро |
Ag, спекание |
SnAg, пайка |
|
Температура ликвидуса, °C |
+961 |
+961 |
+221 |
|
Электропроводность, MСм/м |
68 |
41 |
7,8 |
|
Теплопроводность, Вт/м·K |
429 |
250 |
70 |
|
Плотность, г/cм3 |
10,5 |
8,5 |
8,4 |
|
КТР, мкм/мK |
19,3 |
19 |
28 |
|
Предел прочности на разрыв, MПa |
139 |
55 |
30 |
|
Толщина слоя (тип.), мкм |
|
20 |
90 |
Примечание: Благодаря высокой температурной стабильности характеристик спеченный слой не подвержен эффекту старения
Диффузионное низкотемпературное спекание
Технология спекания серебра используется для установки полупроводниковых чипов на изолирующие подложки с 1994 г. Хорошие электромеханические свойства и высокая надежность серебряных соединений были известны и раньше, в течение многих лет эта тема исследовалась и обсуждалась на многочисленных международных конференциях. Однако широкому распространению данной технологии препятствовала необходимость использования специального оборудования и низкая пригодность для массового промышленного производства из-за высокой температуры плавления серебра.
Решением проблемы стало внедрение процесса низкотемпературного спекания [1, 5, 6], обеспечивающего соединение чипов с керамической подложкой с помощью пасты, состоящей из микроскопических зерен серебра, находящихся в органическом наполнителе. В определенных условиях частицы серебра формируют прочную однородную структуру, обеспечивающую высоконадежное соединение между элементами контактной пары. Диффузионное спекание способно успешно заменить пайку во многих практических применениях, обеспечивая при этом гораздо более высокую долговременную стабильность характеристик.
Для получения однородной структуры важно, чтобы каждая частица исходного материала была окружена специальной органической покрывающей субстанцией. Спекание порошкового серебра происходит под высоким давлением при температуре около +250 °С, в результате формируется мелкопористый серебряный соединительный слой, отличающийся очень стабильными термомеханическими свойствами (рис. 1). Спеченные слои сохраняют свои свойства вплоть до температуры плавления серебра (+961 °С), они обладают лучшими тепловыми, механическими и электрическими характеристиками (табл. 1). Важно, что процесс диффузионного спекания не требует предварительной очистки поверхностей.

Рис. 1. Серебряный диффузионный слой:
а) до процесса спекания;
б) после процесса спекания
Главным преимуществом спеченного соединения является высокая стойкость к термоциклированию, сохраняющаяся даже на предельных рабочих температурах. В отличие от этого стандартные промышленные припои быстро теряют свою прочность при воздействии циклических нагрузок. Огромный потенциал технологии спекания серебра можно продемонстрировать в терминах гомологической температуры (HT), определяющей отношение рабочей температуры материала к точке плавления по шкале Кельвина. При показателе НТ ниже 40% механические характеристики считаются стабильными и мало зависящими от условий эксплуатации. Граничная зона соответствует диапазону между 40 и 60%, в этой области свойства материалов достаточно чувствительны к механическим воздействиям. При РТ более 60% прочность материала существенно снижается, и он считается непригодным для данного применения (табл. 2). К недостаткам описываемой технологии можно отнести тот факт, что для диффузионного спекания пригодны только материалы с покрытием из благородных металлов.
|
|
Припой SnAg |
Ag, спеченный слой |
|
Рабочая температура +100 °С (373 К) |
76% |
30% |
|
Рабочая температура +150 °С (423 К) |
86% |
34% |
|
Температура плавления (100%) |
+221 °С (494 К) |
+961 °С (1 235 К) |
Технология спекания впервые была использована компанией SEMIKRON для установки чипов на изолирующую подложку DBC (Direct Bonded Copper) в модулях SKiM 63/93 [7]. Эти компоненты, разработанные для применения в приводах электрических и гибридных транспортных средств, стали первыми в мире силовыми ключами без единого паяного соединения. Диффузионное спекание позволяет с успехом решить проблему накопления усталости в соединительном слое большой площади между базовой платой и изолирующей DBC-подложкой, его также можно использовать для замены сварки при подключении выводов кристаллов (рис. 2).

Рис. 2. Спеченные серебряные полосковые выводы кристаллов и плетеные медные провода — замена традиционной технологии сварки алюминиевых проводников
Толщина спеченного слоя в 4,5 раза меньше, чем паяного, при этом его теплопроводность выше в четыре раза, что обеспечивает отличные тепловые характеристики соединения и высокую стойкость к термоциклированию. Объясняется это в первую очередь тем, что температура плавления серебра также примерно в четыре раза выше, чем у бессвинцовых припоев, широко используемых в настоящее время (рис. 3).

Рис. 3. Стойкость к термоциклированию паяного и спеченного соединения чипов
Ультразвуковая сварка проводников
Для подключения выводов кристаллов к токонесущим шинам из меди, алюминия или золота в силовых модулях традиционно используется ультразвуковая «холодная» сварка алюминиевых проводников (диаметром 100–500 мкм). Этот технологический процесс происходит при комнатной температуре. Поскольку допустимая токовая нагрузка на тонкие алюминиевые провода очень мала, их количество выбирается таким образом, чтобы максимально эффективно использовать контактную поверхность чипа. Кроме того, «многоточечное» подключение также позволяет обеспечить равномерное распределение тока на кристалле (рис. 4). Данная технология хорошо отработана и недорога, поэтому подобный метод подключения чипов будет еще долго использоваться при производстве стандартных модулей, к которым не предъявляются повышенные требования по надежности.

Рис. 4. «Многоточечное» подключение алюминиевых проводников к контактной поверхности кристалла диода площадью 502 мм2
Технология прижимного соединения
В отличие от пайки, диффузионного спекания и ультразвуковой сварки проводников, прижимное соединение позволяет обеспечить электрический и тепловой контакт без формирования жесткого связывающего слоя. В результате «контактные» партнеры могут перемещаться относительно друг друга в некоторых пределах, не теряя связь. Благодаря этому резко снижается термомеханическое напряжение, возникающее в «металлургическом» слое при термоциклировании из-за разницы коэффициентов теплового расширения. Технология прижима исключает развитие усталостных процессов, свойственных паяным и сварным соединениям, что гарантирует его высокую надежность и устойчивость к механическим и климатическим воздействиям.
Следует различать соединения больших и малых (точечных) поверхностей, отличающиеся по многим важным параметрам.
Прижимные соединения большой площади
В этом случае поверхности контактных партнеров, прижимаемых друг к другу с высоким усилием, должны быть плоскими и очень чистыми. Кроме того, в зоне сопряжения необходимо исключить эффект холодной сварки, препятствующей свободному перемещению сопрягаемых элементов. Эта задача решается путем выбора соответствующих материалов, покрытий, обработки поверхности. Самым распространенным примером большой контактной поверхности является соединение дисковых диодов и модулей с двусторонним радиатором.
Прижимные соединения малой площади
В этом случае контактная область имеет форму линии или даже точки. Хорошие контактные свойства здесь обеспечиваются даже при небольшом усилии, создающем достаточное давление в зоне сопряжения. В результате слои окиси и других загрязнений на малой поверхности контактных партнеров «пробиваются», что обеспечивает надежное и стабильное соединение. Сигнальные прижимные соединения в виде спиральных и плоских пружин используются во многих модулях SEMIKRON [2, 3]. В компонентах семейства MiniSKiiP пружины выполняют функцию не только сигнальных, но и силовых терминалов, для чего они объединяются в параллельные группы.
Технология SKiiP
Технология прижимного соединения SKiiP разработана компанией SEMIKRON для повышения эффективности, долговечности и надежности силовых модулей различных классов мощности, работающих в условиях циклического изменения нагрузки. Главная особенность концепции SKiiP состоит в устранении паяных соединений базовой платы, DBC-подложки и силовых терминалов (рис. 5). С этой целью из состава модуля устранена медная база, а изолирующая подложка с чипами размещена непосредственно на теплоотводе. Для создания давления, необходимого для отвода тепла и обеспечения электрического контакта терминалов, используются специальные элементы корпуса.

Рис. 5. Прижимное соединение DBC-платы, силовых и сигнальных выводов в модуле SKiiP 4$го поколения
Основное преимущество прижимной конструкции SKiiP состоит в ликвидации «металлургического» паяного соединения между керамической подложкой (КТР = 4–7×10–6/К) и базовой платой (КТР меди около 17,5×10–6/К), имеющего наибольшую площадь. Это позволило устранить термомеханическое напряжение, возникающее в паяном слое при изменениях температуры. Вместо пайки или сварки, используемых в подавляющем большинстве силовых ключей для подключения терминалов, в модулях SKiiP контакт силовых выводов с токонесущими шинами также обеспечивается за счет прижима.
Компания SEMIKRON выпускает несколько типов модулей с применением технологии SKiiP. Кроме непосредственно интеллектуальных силовых IGBT SKiiP, прижимную конструкцию имеют компоненты семейств MiniSKiiP, SKiM63/93, SEMITOP, SEMIPONT.
Технологии корпусирования модулей
В традиционных силовых модулях используются различные типы силовых и сигнальных выводов: винтовые, быстросъемные, под пайку, пружинные (рис. 6).

Рис. 6. Конструктивы силовых модулей (SEMiX/Econo Dual, SEMITRANS/62 мм, SEMITOP, MiniSKiiP, SKiM)
Наибольшее распространение получили силовые ключи с винтовыми терминалами, рассчитанные на соединение с помощью шин или плоскопараллельных сборок типа «сандвич». Для подключения выводов управления и датчиков часто используются дополнительные контакты (например, коллектора и эмиттера), что необходимо для снижения влияния перепадов напряжения, образующихся на распределенных индуктивностях при коммутации тока нагрузки. Сигнальные терминалы стандартных модулей, как правило, рассчитаны на подключение типового плоского коннектора 2,8 мм методом обжима или пайки. Выводы управления также могут соединяться методом пайки (например, SEMITOP, ECONOPACK) и прессовой посадки (SEMiX Press-Fit).
В модулях, рассчитанных на жесткие условия применения, SEMIKRON использует пружинные выводы, обеспечивающие прямой контакт с платой управления. Подобный способ существенно упрощает и удешевляет автоматизированную сборку. Оптимизация топологии расположения контактов позволяет снизить распределенную индуктивность сигнальных и силовых соединений, типичным примером являются компоненты серии MiniSKiiP. Для повышения нагрузочной способности пружинных контактов они объединяются в параллельные группы, однако токовая нагрузка модулей такого типа не превышает 150 А.
Пружинные контакты
С точки зрения контактных свойств, пружинные соединения имеют ряд преимуществ по сравнению с пайкой и прессовой посадкой:
- более эффективное использование площади печатной платы и упрощение ее трассировки благодаря отсутствию сквозных контактов;
- упрощение процесса автоматической сборки благодаря отсутствию компонентов с большими поверхностями и жесткими допусками на диаметры отверстий;
- высокая стойкость к термоциклированию благодаря отсутствию «металлургических» связей;
- высокая устойчивость к ударным и вибрационным воздействиям (нет накопления усталости в паяном слое);
- квазигерметичная контактная зона, предотвращающая возникновение коррозионных процессов.

Рис. 7.
а) Пружины для силовых (MiniSKiiP)
и сигнальных (SEMiX) подключений;
б) частотный анализ ненагруженной пружины
с резонансной частотой 1,1 кГц по оси Z
Собственные частоты
Благодаря очень малому весу собственные частоты пружин (>1 кГц) намного выше частот механического резонанса «тяжелых» силовых модулей.
Контактное усилие
Пружины обеспечивают контактное усилие в диапазоне 2–10 кН/см2, что гарантирует стабильное и надежное соединение даже при воздействии ударов с ускорением до 100g (подтверждено испытаниями модулей SKiM 63/93). По контактным характеристикам пружины соизмеримы с винтовыми соединителями и намного превосходят сигнальные разъемы (рис. 8).

Рис. 8. Сравнение контактных свойств основных типовых электрических коннекторов: винтовое соединение, штыревой разъем (plug-in), пружинный контакт
Индуктивность
Индуктивность (L) плоских пружинных контактов модулей MiniSKiiP (рис. 9а) лишь немного выше, чем у обычных штыревых выводов под пайку. Спиральные пружины, используемые в цепях управления модулей SEMiX, SKiM и SKiiP, имеют несколько бόльшую величину L, которую можно оценить следующим образом:
L = m × n2 × (p × D) / (4√I2+D2) = 112 нГн,
m = m0 =1,26 мкГн/м; I = 10 мм (длина в сжатом состоянии); D = 2 мм (внутренний диаметр); n = 17 (количество посадочных мест).
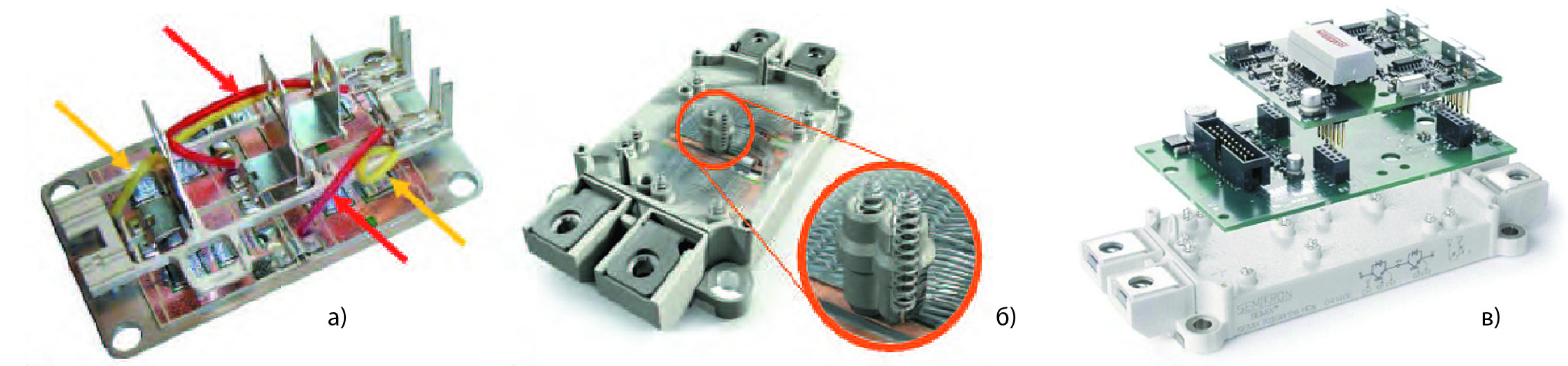
Рис. 9. Выводы управления стандартного модуля 62 мм (SEMITRANS) и модуля SEMiX, сборка SEMiX/SKYPER 32
Такой же индуктивностью обладает провод длиной 10 см, что соизмеримо с параметрами сигнальных соединений модулей со штыревыми контактами. Если плата драйвера непосредственно подключена к затвору IGBT посредством спиральной пружины (пример — модуль SEMiX/драйвер SKYPER 32, рис. 9в), то суммарное значение L состоит из внутренней и внешней индуктивности в цепи управления, и оно оказывается даже меньше, чем у проводника, соединяющего драйвер с сигнальными контактами стандартных модулей.
Требования к контактным площадкам
Поверхность пружин выполняется из серебра, для покрытия контактных площадок можно использовать лужение (Sn, HAL-Sn) или сплав никель-олово (>3 мкм Ni, 20 нм Au).
«Базовые» и «безбазовые» модули
Некоторые оценки «безбазовой» технологии оказываются неточными (например, [4]), поскольку они сравнивают модули с базовой платой и такие же модули, у которых база удалена. Однако очевидно, что при анализе этих вариантов конструкции силовых ключей должны использоваться совершенно разные критерии. Компания SEMIKRON предлагает обе технологии, поскольку каждая из них имеет свои преимущества и недостатки.
Модули с базовой платой
Как правило, они содержат чипы большой площади и отличаются хорошим распределением тепла по базовой плате. Преимущества «базовых» модулей:
- более высокая механическая прочность при транспортировке и сборке;
- большая «тепловая масса», меньший тепловой импеданс в диапазоне от 1 с.
- Недостатки модулей с паяным или сварным соединением чипов:
- более высокое тепловое сопротивление Rth(j–s) «чип–радиатор», т. к. наличие «биметаллического эффекта» требует применения достаточно толстого слоя термопасты;
- хуже стойкость к термоциклированию из-за высоких термомеханических стрессов, воздействующих на паяное соединение изолирующей подложки и базовой платы;
- высокое внутреннее сопротивление силовых терминалов (Rcc’–eе’), поскольку для снижения термомеханических нагрузок в больших модулях используется несколько небольших керамических подложек, для которых требуются дополнительные промежуточные соединения;
- большой вес.
Модули без базовой платы
В них используются кристаллы меньшей площади, для достижения хорошего распространения тепла они равномерно распределяются по поверхности изолирующей DBC-подложки.
Преимущества «безбазовых» модулей:
- низкое тепловое сопротивление благодаря прямому контакту подложки с радиатором и более тонкому слою термопасты;
- высокая стойкость к термоциклированию за счет удаления паяного слоя большой площади;
- применение чипов меньшего размера позволяет снизить градиент температуры по их поверхности, уменьшить температуру перегрева и термомеханический стресс при термоциклировании;
- возможность использования больших DBC-подложек с низким сопротивлением силовых терминалов.
- Недостатки «безбазовых» модулей:
- нет аккумуляции тепла в «базе»;
- ограничение максимального размера кристаллов требует увеличения их количества;
- повышенные требования к качеству нанесения термопасты.
Отсутствие базы и исключение термомеханических напряжений между ней и изолирующей подложкой позволяет использовать в безбазовых модулях DBC-пластины большой площади вместо нескольких маленьких подложек с промежуточными соединениями (рис. 10).

Рис. 10. DBC-подложка большой площади (150×80 мм) трехфазного модуля с кристаллами IGBT (350 А/1200 В)
Керамическая подложка обладает некоторой степенью гибкости, что позволяет без повреждения соединять ее с теплоотводом, имеющим неидеальную поверхность (рис. 11). Важно отметить, что DBC-плата прижимается к радиатору не только по углам, но также в центре и в других областях, в том числе рядом с чипами. Таким образом обеспечивается необходимая «адаптация» подложки к поверхности радиатора. Слой термопасты, обеспечивающий тепловой контакт с радиатором, может быть значительно тоньше (около 20–30 мкм), поскольку SKiiP-технология исключает возникновение «биметаллического» эффекта. Напомним, что у обычных «базовых» модулей, которые устанавливаются на радиатор с помощью винтов по краям, толщина слоя пасты должна находиться в диапазоне 70–100 мкм для предотвращения возникновения воздушных пузырей в зазоре между базой и поверхностью радиатора. В результате величина статического теплового сопротивления Rth(j–s) у «безбазовых» силовых ключей (SKiiP) оказывается существенно ниже. Из-за отсутствия базы динамический тепловой импеданс Zth(j–s) в диапазоне импульсов проводимости tp 0,1–1 с у них несколько больше, однако на практике такие значения tp почти не используются.

Рис. 11. Изгиб базовой платы вследствие биметаллического эффекта (слева), снижение толщины слоя пасты в прижимных модулях SKiiP
Изоляция
Полимерные материалы обеспечивают электрическую изоляцию токонесущих элементов в маломощных полупроводниковых ключах; в мощных силовых модулях для этой цели применяются керамические подложки. Изолятор, представляющий собой тонкий слой полиимида или эпоксидной смолы, имеет гораздо более высокое тепловое сопротивление, чем керамика. Типичным примером является т. н. IMS-подложка (Insulated Metal Substrate, рис. 12), используемая, в основном, в недорогих слаботочных транзисторах. Она монтируется непосредственно на базовую плату, сверху прикрепляется слой из медной фольги, на которой методом травления формируются токонесущие цепи.

Рис. 12. Сравнение структур:
а) IMS;
б) DBC;
в) типовое напряжение изоляции различных материалов
К преимуществам IMS-технологии можно отнести низкую стоимость, возможность прецизионной трассировки соединений (интеграция драйвера и схемы защиты), а также высокую стабильность механических характеристик. Основным недостатком является малая толщина изолирующего слоя и, соответственно, относительно высокая паразитная емкость относительно монтажной поверхности. Кроме того, тонкий верхний медный слой рассчитан на низкий уровень тепловыделения, эта ситуация может быть улучшена путем добавления металлизированных теплопроводящих слоев под кристаллами или использования частиц Al в полимерном материале.
В модулях среднего и высокого диапазона мощности, как правило, используются керамические DBC-подложки. Чаще всего они изготавливаются из диоксида алюминия Al2O3 с двусторонней медной металлизацией. Соединение металла с керамикой производится при температуре чуть выше +1063 °C с помощью эвтектического состава медь/оксид меди, обладающего низкой вязкостью.
В некоторых случаях для изоляции используются керамические материалы AMD (Active Metal Brazing), почти эквивалентные по своим свойствам DBC-подложкам. Они изготавливаются путем пайки медной или алюминиевой фольги на керамическую пластину из оксида или нитрида алюминия (AlN) с помощью жесткого титансодержащего припоя. Трассировка токонесущих цепей модуля производится путем травления верхнего медного слоя. Основание керамической DBC-платы припаивается к базовой плате модуля или прижимается к поверхности радиатора с помощью специальных элементов корпуса.
Преимуществом керамических подложек является хорошее согласование коэффициентов теплового расширения с кремнием. В отличие от них показатель КТР для IMS определяется материалом базовой платы (медь или алюминий), что приводит к образованию высоких термомеханических напряжений в паяных слоях чипов при изменениях температуры.
Повышение рабочего напряжения требует улучшения изоляционных свойств подложек и повышения стойкости к частичным разрядам (ЧР, в англоязычной литературе — partial discharge). Напомним, что, согласно международному стандарту IEC 60270 и ГОСТ 20074-83, частичным разрядом называется локальный электрический разряд, шунтирующий часть изоляции в электроизоляционном материале. Обычно ЧР возникают в электрических системах, работающих при напряжении 3000 В и выше. Диэлектрическая прочность и устойчивость к частичным разрядам зависят от толщины, материала, однородности изолирующей подложки и способа установки чипов, а также от материалов корпуса модуля. Современные транзисторные ключи проходят проверку изоляционных свойств при испытательном напряжении 2,5–9 кВ. На рис. 12 показаны максимально возможные величины напряжения изоляции для различных изолирующих подложек стандартной толщины.
Заключение
Впервые технология спекания была использована при производстве модулей новейшего поколения SKiM 63/93, предназначенных для применения в транспортных приводах мощностью 20–150 кВт. Все электрические (сигнальные и силовые) и тепловые соединения в них обеспечиваются только за счет прижима (рис. 13). По сравнению со стандартными полупроводниковыми ключами с медной базовой платой и паяными терминалами стойкость к термоциклированию у компонентов новой генерации повышена более чем в 10 раз.

Рис. 13. Конструкция модуля нового поколения SKiM 63
С появлением каждого нового поколения силовых ключей происходит повышение рабочей температуры чипов. Современные кремниевые IGBT способны надежно функционировать при Tj до +175 °C. Применение карбида кремния (SiC) позволяет еще больше расширить рамки температурного диапазона, однако для того, чтобы использовать все возможности SiC-технологии, требуется кардинально пересмотреть существующие методы корпусирования силовых ключей. Технология спекания, внедренная SEMIKRON, способна решить эту задачу и повысить рабочую температуру без снижения надежности. Температура плавления спеченного серебряного слоя составляет +961 °C, что примерно на 740 °C выше, чем у припоев, используемых в промышленности в настоящее время. Многочисленные испытания модулей нового типа подтвердили, что спеченные соединения имеют чрезвычайно высокую стабильность характеристик и не подвержены эффекту старения [5, 6].
Очередным технологическим прорывом стало внедрение компанией SEMIKRON технологии SKiN при производстве интеллектуальных модулей новейшего поколения SKiP-X [7, 8].
- Eisele R., Rudzki J., Kock M. Pressure Sintering for Thermal Stack Assembly. PCIM Europe. 2007. Conference Proceedings.
- Lang F., Scheuermann U. Reliability of spring pressure contacts under environmental stress. European Symposium on Reliability of Electronic Devices, Failure Physics and Analysis. 2007. Proceedings Microelectronics Reliability.
- Lang F., Scheuermann U. Spring Pressure Contacts for Flexible Reliable Interconnections in Power Modules. PCIM China. 2009. Conference Proceedings.
- Sleven M., Luniewski P. Wind Turbine Inverter Technology — the Quest for Increased Reliability. Power Systems Design Europe. 09/2009.
- Eisele Migdalek, Rabsch Rudzki. Reliable Chip Contact Joining. PCIM Europe. 2009. Conference Proceedings.
- Кристиан Гебл. Технология низкотемпературного спекания в силовых модулях // Компоненты и технологии. 2009. № 7.
- Уве Шерманн. Надежность силовых модулей в предельных условиях эксплуатации // Силовая электроника. 2015. № 2.
- Томас Грассхоф, Рейнгард Неллдорфер. SKiiP-X — силовой интеллектуальный модуль XXI века // Силовая электроника. 2014. № 4.
- Питер Беккдаль (Peter Beckedahl), Матиас Спанг (Matthias Spang), Оливер Тамм (Oliver Tamm). Многослойная SKiN-технология: прорыв в «третье измерение» силовой электроники // Силовая электроника. 2014. № 4.
 2 августа, 2010
2 августа, 2010 3 июля, 2020
3 июля, 2020