
Надежность силовых модулей в предельных условиях эксплуатации
Необходимость в расширении диапазона рабочих температур силовых полупроводниковых модулей обусловлена тремя основными факторами:
- высокой температурой охлаждающей жидкости в гибридных и электрических транспортных средствах;
- перспективами применения компонентов с широкой запрещенной зоной (например, SiC);
- высокой токонесущей способностью кремниевых кристаллов при работе с температурой перехода до 200 °C.
С начала XXI века этой проблемой занимаются все ведущие производители силовой элементной базы. Ее решение требует значительного увеличения срока службы конструктива модуля, материалы и связи которого должны быть рассчитаны на надежную и долговременную работу в жестких условиях эксплуатации, свойственных современному транспортному приводу. В зависимости от конкретных режимов работы и выбранной модели срока службы, в общем случае повышение температуры чипов на каждые 25 °C требует 5-кратного увеличения показателей надежности. Следовательно, для расширения диапазона рабочих температур со 150 до 200 °C ресурс силового модуля должен быть повышен в 25 раз!
Технологический прогресс, достигнутый в последнее десятилетие, позволил существенно улучшить надежность промежуточных соединений силовых модулей и довести их до требуемого уровня. Процесс диффузионного спекания серебра и ультразвуковая сварка в жидкой фазе являются основными кандидатами для замены традиционных технологий пайки кристаллов и подключения их выводов. Использование медных или алюминизированных медных проводников чипов дает возможность существенно повысить надежность соединения контактной поверхности чипов по сравнению с тем, который обеспечивается классическим способом холодной сварки алюминиевых выводов.
Внедрение упомянутых технологий должно производиться вместе проведением ресурсных тестов, позволяющих продемонстрировать их потенциал. А значит, возрастает потребность в разработке прецизионных по срокам службы моделей, помогающих оценить надежность работы силовых ключей в конкретных условиях эксплуатации, задаваемых профилем нагрузки. Однако получение экспериментальных данных, необходимых для создания подобных моделей, требует проведения многочисленных тестов реальных устройств и накопления статистики отказов в течение длительного срока.
В рамках данной статьи мы рассмотрим ресурсную модель, отражающую стойкость к термоциклированию модулей IGBT нового поколения SKiM63/93. В этих компонентах полностью отсутствуют паяные слои, являющиеся основной причиной отказов силовых ключей [1]. Кремниевые чипы IGBT и диодов устанавливаются на DBC-подложку методом диффузионного спекания нанопасты серебра [9]. При этом полностью устраняются усталостные эффекты, свойственные паяным соединениям.
Верхняя, контактная поверхность чипов подключается к токонесущим дорожкам алюминиевыми проводниками (диаметром 300 мкм) с улучшенной геометрией петель между точками сварки. Механические испытания, выявляющие усталостные процессы у проводников из жесткого алюминия, показали, что оптимизация соотношения между высотой петли и расстоянием между точками сварки (так называемое характеристическое соотношение) позволяет заметно увеличить срок службы [2]. Отметим, что возможности этого метода у модулей классической конструкции ограничены процессом накопления усталости в паяных слоях [3].
Модули SKiM63/93 имеют прижимную конструкцию, у них отсутствует базовая плата, паяное соединение которой более всего подвержено воздействию термомеханических напряжений [10]. Устойчивость компонентов к пассивному термоциклированию проверяется в ходе 1000 испытательных циклов, в процессе которых модуль перемещается между двумя климатическими камерами с температурой среды –40 и 125 °C [4]. Безбазовая конструкция также исключает накопление усталости при активном термоциклировании, возникающем вследствие периодического изменения тока нагрузки.

Рис. 1. Структура модулей SKiM63/93
Одним из наиболее интересных узлов модулей SKiM63/93 является копланарная DC-шина, имеющая множество точек контакта с токонесущими дорожками на DBC-подложке. Это одновременно обеспечивает электрическую связь с каждым из активных кристаллов и тепловой контакт между подложкой и радиатором. Для соединения сигнальных выводов чипов и термодатчиков, установленных на DBC-плате, с платой управления используются пружинные контакты. Высокая стойкость пружинных терминалов к ударам, вибрациям, а также воздействию агрессивных сред подтверждена в ходе многочисленных тестов.
Конструкция SKiM63/93 показана на рис. 1. Этот модуль был выбран для разработки первой эмпирической ресурсной модели, позволяющей оценить стойкость к термоциклированию спеченных соединений кристаллов, контактная поверхность которых подключается путем холодной сварки алюминиевых проводников. Поскольку в SKiM63/93 нет паяных слоев, основная часть отказов этих ключей связана с разрушением сварных соединений выводов чипов, проявляющимся в виде трещин и отслоения контактов.
Для создания корректной модели срока службы необходимо детально исследовать тестовые параметры, варьирование которых позволяет анализировать их влияние на срок службы силовых модулей в реальных условиях работы. Как известно из теории надежности, величина градиента температуры ΔT при воздействии термоциклов оказывает существенное влияние на срок службы компонентов.
Отметим, что прогрессирующая деградация связей в силовых модулях изменяет тепловое и/или электрическое сопротивление контактного слоя, что может привести к повышению значения ΔT в ходе испытаний. Таким образом, очень важно выработать стратегию оценки результатов ресурсных тестов [5]. Некоторые исследователи предлагают контролировать условия испытаний таким образом, чтобы поддерживать постоянный уровень мощности потерь или даже постоянный перепад температуры. Подобные состояния не отражают реальные режимы работы в большинстве применений, поэтому все представленные тесты на термоциклирование были проведены путем подачи импульсов заданного тока с фиксированной длительностью ton (продолжительность паузы toff).
В начале испытаний после достижения стационарного теплового состояния формируется характерный перепад температуры. Градиент ΔTj варьируется от 64 до 113 K, и производится фиксация числа циклов до отказа модуля nf. Экспериментально полученные значения nf находятся в диапазоне от 30 тыс. до 7,7 млн (рис. 2).

Рис. 2. Количество циклов nf до отказа в зависимости от градиента температуры
Средняя температура кристаллов Tjm = Tj,min + ΔTj/2 изменялась между 32,5 и 122 °C для исследования влияния эффекта Аррениуса (рис. 3). Некоторые тесты были выполнены при минимальной температуре кристаллов ниже 0 °C для имитации состояния холодного пуска. Отношение высоты петли к расстоянию между точками сварки проводников выбиралось в диапазоне 0,19–0,42, это позволило проанализировать возможности оптимизации геометрии (рис. 4). Отметим, что характеристическое соотношение для алюминиевых выводов кристаллов модуля SKiM63 составляет 0,31. Результаты испытаний, полученные при длительности импульсов мощности ton от 70 мс до 63 с, показаны на рис. 5. Столь широкий диапазон вариаций этого параметра демонстрирует особое внимание, уделяемое его влиянию на характеристики термоциклирования.

Рис. 3. Средняя температура кристалла Tjm в зависимости от градиента температуры
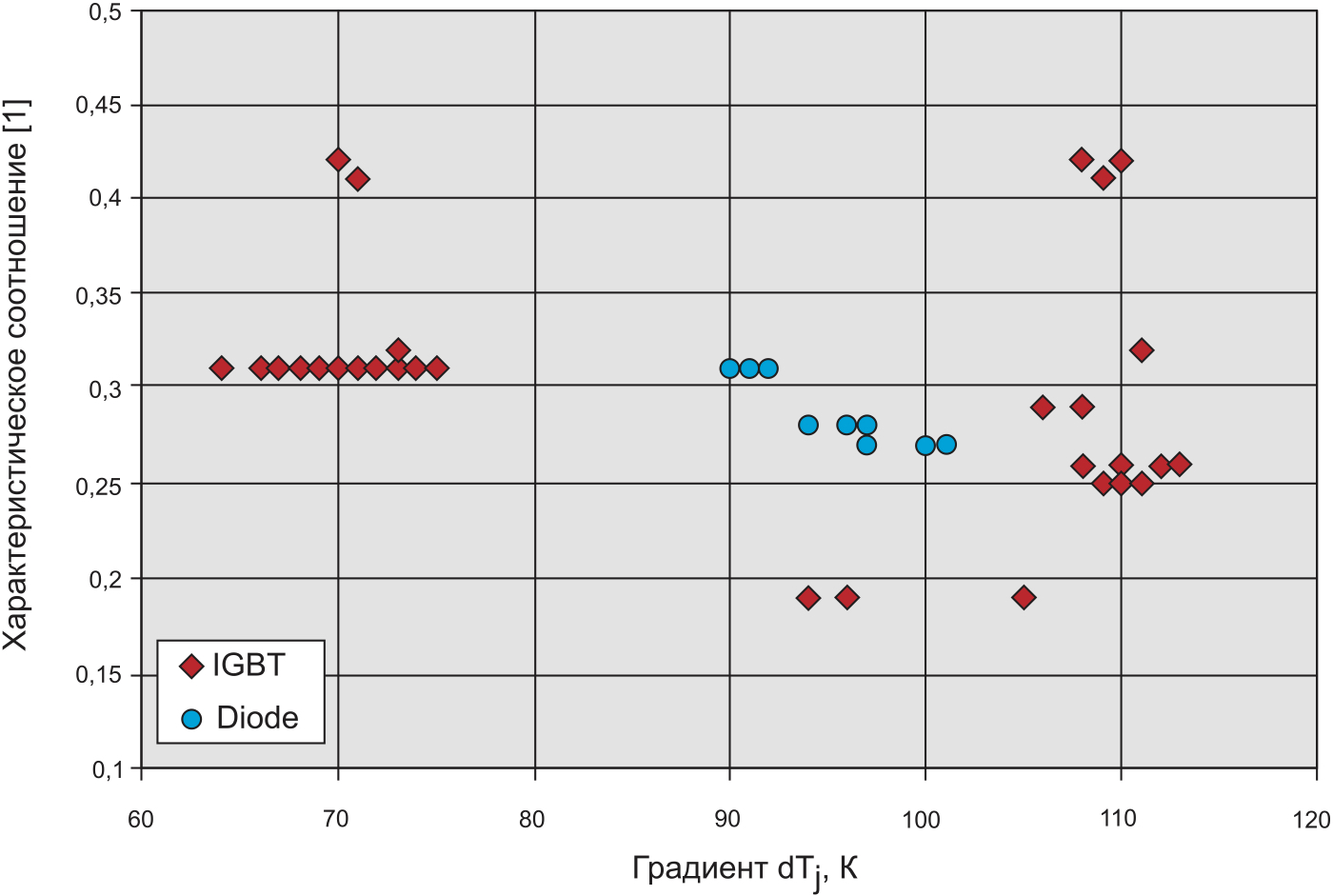
Рис. 4. Характеристическое соотношение (отношение высоты петли к расстоянию между точками сварки проводников) как функция градиента температуры ΔT

Рис. 5. Длительность токового импульса ton как функция градиента температуры ΔT
В общей сложности было проведено 97 тестов, результаты которых использовались в качестве базы данных для создания надежностной модели SKiM63, причем 88 из них были выполнены на чипах IGBT и 9 — на кристаллах диодов (отмечены синими точками на рис. 2–5). Общее время испытаний, позволивших собрать необходимую базу данных, составило пять лет.
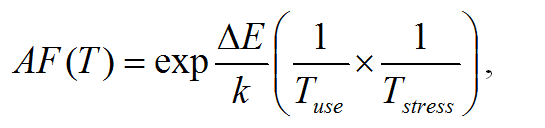
Общий вид надежностной модели основан на хорошо известной формуле LESIT [6], которая описывает зависимость числа циклов до отказа nf с помощью масштабного коэффициента A, используя закон Коффина — Мэнсона (влияние градиента температуры ΔTj) и закон Аррениуса (влияние средней температуры кристаллов Tjm). Напомним, что модель Аррениуса описывает термическое напряжение с помощью формулы
а модель Коффина — Мэнсона, которая применяется для оценки усталостных эффектов в паяных и сварных соединениях, использует выражение

где коэффициент С (по умолчанию С = 2) зависит от механизма работы элемента или технологии его производства. Целью их использования является определение так называемого коэффициента ускорения AF, который может быть пересчитан в ожидаемое время безотказной работы с помощью выражения Tuse = AF×Tstress. В итоговую формулу для nf добавлены два новых коэффициента, позволяющих учесть воздействие характеристического коэффициента AR и длительности импульса мощности ton.
Проведенные ранее исследования показали, что преимущество от применения петель большей высоты ярче проявляется при небольших перепадах температуры, и потому считается, что показатель степени этого параметра является линейной функцией градиента температуры. Влияние длительности импульса мощности ton описывается функцией, приближающейся к асимптотическому значению при увеличении ton, но отражающей растущее значение показателя nf для коротких (~1 с) и очень коротких (~0,1 с) длительностей импульсов. И еще один коэффициент был добавлен для учета различий между параметрами кристаллов IGBT и диодов.
Как указывал Байерер (Bayerer) на примере модели CIPS2008 [7], класс напряжения полупроводниковых устройств влияет на их стойкость к термоциклированию. Это имеет непосредственную связь с толщиной кремниевых кристаллов, используемых для различных классов напряжения. В модуле SKiM63 использованы чипы IGBT Trench 4 (1200 В) толщиной 120 мкм совместно с кристаллами CAL диодов (1200 В) толщиной 260 мкм.
Согласно модели CIPS2008, увеличение толщины полупроводникового прибора со 120 до 260 мкм приводит к сокращению срока службы на 59%. Экспериментально определенный корректирующий коэффициент для диода (~0,62) хорошо согласуется с этим прогнозом. Но поскольку никакие другие значения толщины чипов не были включены в базу данных, для учета изменения использовалось простое масштабирование:

|
Коэффициент |
Значение |
Диапазон тестовых параметров |
|
A |
3,4368×1014 |
|
|
a |
–4,923 |
64K ≤ ∆Tj ≤ 113K |
|
b1 |
–0,012×10-3 |
0,19 ≤ AR ≤ 0,42 |
|
b0 |
1,942 |
|
|
C |
1,434 |
0,07 c ≤ ton ≤ 63 c |
|
g |
–1,208 |
|
|
Ea, эВ |
0,06606 |
32,5 °С ≤ Tjm ≤ 122 °C |
|
fdiode |
0,6204 |
|

Рис. 6. Сравнение теоретических и экспериментальных результатов испытаний на термоциклирование
Как и ожидалось, при использовании метода наименьших квадратов одни экспериментальные результаты оказались выше, а другие ниже, чем дал теоретический прогноз срока службы. Поэтому в окончательной версии ресурсной модели SKiM63 был использован дополнительный коэффициент запаса 0,8, отражающий интенсивность отказов модуля FIT = 15% или вероятность сохранения работоспособности 85%. Этот вопрос подробно проанализирован в работе [8].
На рис. 7 приведена кривая интенсивности отказов при термоциклировании модуля SKiM63 (коэффициент запаса — 0,8; характеристическое отношение — 0,31). Количество циклов до разрушения nf определено в зависимости от градиента температуры ΔTj для различной длительности импульса мощности ton. Новая ресурсная модель позволяет рассчитать предполагаемый срок службы для конкретных профилей нагрузки, которые могут заметно различаться в различных применениях.

Рис. 7. Кривая интенсивности отказов при термоциклировании модуля SKiM63 (с коэффициентом запаса, равным 0,8) в зависимости от ΔTj для различной длительности импульса мощности
При меньших перепадах температуры, находящихся вне зоны вариации тестовых параметров, кривые nf необходимо экстраполировать. Существует общая проблема оценки ресурса силовых модулей, связанная с тем, что срок службы некоторых устройств должен составлять 20 лет и более. Необходимо понимать, что в этом случае экстраполяция не может быть проверена экспериментально. Даже если тест на термоциклирование при необходимой комбинации параметров запустить сейчас, то результаты испытаний, полученные два десятилетия спустя, будут иметь только исторический интерес, поскольку к тому времени проверяемые компоненты наверняка снимут с производства. Подобное ограничение эмпирических методов может быть преодолено с помощью физических моделей, описывающих усталостные процессы. Применение таких моделей позволяет оценить относительное увеличение срока службы при пониженном уровне термомеханического стресса.
Кривая, приведенная на рис. 7, позволяет оценить срок службы модуля SKiM63 при градиенте температуры ΔTj = 110 K (изменение происходит между 60 и 170 °C) и ее среднем значении Tjm = 115 °C. Для длительности импульса мощности ton = 1 с количество циклов до отказа составляет 5,8×104, а если ton = 10 с, то ожидаемая величина nf = 3,6×104. В отношении ключей классической конструкции с медной базовой платой, паяными чипами и алюминиевыми сварными проводниками прогнозируемое количество циклов до отказа гораздо меньше (3,5×103). Проведенный анализ показывает, что модуль SKiM63 способен надежно работать в длительном режиме при нагреве кристаллов до 175 °C.
Для повышения максимальной температуры Tj до 200 °C требуется дальнейшее совершенствование контактной поверхности чипов. Решение проблемы может быть достигнуто за счет применения сварных медных или алюминизированных медных проводников, а также спекания медных полосковых выводов, которые уже доказали свой потенциал для высокотемпературных применений. Однако пока еще не существует серийно выпускаемых модулей, где эти технологии были бы использованы, и потребуется длительное время, чтобы создать корректную ресурсную модель силового модуля, работающего при температуре кристаллов до 200 °C.
SKiM63/93 — особенности конструкции

Рис. 8. SKiM63/93 — первые в мире силовые модули, разработанные без применения паяных соединений
Силовые ключи SKiM63 и SKiM93 предназначены для использования в составе 3-фазного тягового электропривода мощностью 60–200 кВт. Для приближения к современным конструкторским стандартам силовые терминалы SKiM имеют высоту 17 мм, а размеры их корпусов (114×160 и 150×160 мм2) и расположение DC- и АС-выводов соответствуют популярным конструктивам ECONO+ и SEMiX 33c. Рабочий ток SKiM составляет 600/900 А для версии с рабочим напряжением 600 В и 300/450 А для версии 12-го класса.
Как и в ключах серии SEMiX, силовые AC- и DC-терминалы расположены в одной плоскости по разные стороны корпуса. Сигнальные пружинные контакты, предназначенные для подключения платы управления, находятся в верхней части, что позволяет устанавливать драйвер непосредственно на модуль также без применения пайки.
На рис. 9 показана конструкция DC-шины и силовых терминалов модуля SKiM. Обратите внимание на практически идеальную плоско-параллельную структуру слоев шины, заканчивающихся выводами для подключения звена постоянного тока. Путем минимизации токовой петли в модулях SKiM удалось достичь предельно низкого значения распределенной индуктивности (Ls< 10 нГн).

Рис. 9. Многоточечный доступ к силовым шинам, расположение пружинных сигнальных контактов
Прижимная конструкция, предусматривающая жесткий и равномерный контакт керамической DCB-подложки с теплостоком, обеспечивает отсутствие так называемого биметаллического эффекта. Высокая плоскостность подложки и специальная обработка радиатора позволяют использовать слой теплопроводящей пасты толщиной всего 20 мкм. Таким образом, удается скомпенсировать некоторое ухудшение качества распределения тепла, связанное с отсутствием массивной базовой платы. Напомним, что при установке на теплоотвод стандартных модулей IGBT номинальная толщина слоя составляет в среднем 100 мкм.
Для установки кристаллов на керамическую DBC-подложку модулей SKiM63/93 впервые была использована технология низкотемпературного спекания. Тепловое сопротивление контактного слоя, состоящего из спеченного серебра, гораздо ниже, чем у паяного соединения. Стабильный и надежный механический и тепловой контакт обеспечивается благодаря высокой температуре плавления серебра (960 °C, что гораздо выше, чем у всех используемых в промышленности припоев), низкой пористости и высокой равномерности порошковой структуры. В таком материале не развиваются усталостные процессы, что позволяет получить хорошую стойкость к термоциклированию и увеличить срок службы силовых ключей.
Благодаря уникальным технологическим свойствам паста из наночастиц серебра может с успехом заменить традиционные мягкие и жесткие припои. Ее использование дает возможность упростить процесс установки чипов, а также устранить производственные этапы, необходимые для адаптации свойств припоя и технологии пайки к конкретным типам чипов и подложек. Поскольку контактная область состоит практически из чистого серебра, она имеет гораздо лучшую электро- и теплопроводность, чем любой другой материал. Данная технология пригодна для кристаллов и керамик всех типов.
Качество и надежность спеченного слоя даже в предельных режимах оказывается намного выше, чем у паяного соединения, поскольку серебряная паста (в отличие от припоя) работает при температурах, которые гораздо ниже точки плавления. Испытания показывают, что применение новой технологии позволяет повысить рабочую температуру электронных модулей до 300 °С, что делает процесс спекания пригодным для монтажа перспективных чипов на основе карбида кремния (SiC).
Для обеспечения хорошего распределения токов и снижения потерь проводимости в модулях SKiM организован так называемый многоточечный доступ к силовым шинам, при котором выводы каждого чипа IGBT и антипараллельного диода имеют индивидуальное соединение с силовыми терминалами модуля. Такая конструкция позволяет кардинально снизить активное сопротивление соединительных шин. Суммарное значение параметра RCC’+EE’ не превышает 0,3 мОм, что в 3,5 раза меньше, чем аналогичный показатель у стандартных модулей типоразмера 62 мм (типовое значение RCC’+EE’ ≈ 1,1 мОм).
Заключение
К любому электронному устройству, предназначенному для работы в транспортном средстве с гибридным приводом, предъявляются специальные требования. Оно должно быть легким, компактным и в то же время способным работать в условиях жестких климатических и механических воздействий.
В гибридных автомобилях новейших поколений используется одноконтурная система охлаждения, температура тосола в которой поддерживается на уровне 105 °С в номинальном режиме и достигает 120 °С при кратковременных перегрузках. Окружающий воздух в подкапотном пространстве может нагреваться до 125 °С, а температура чипов Tj силового модуля способна превысить значение 150 °С. В то же время во время зимней стоянки кристаллы могут остывать до температур, близких к точке замерзания охлаждающей жидкости. Работа модулей стандартной конструкции в условиях воздействия термоциклов со столь высоким градиентом неизбежно ведет к сокращению их ресурса.
В конструкции элементов новой серии SKiM воплотился 15-летний опыт производства прижимных модулей на основе технологии SKiiP, разработанной компанией SEMIKRON. Благодаря отсутствию базовой несущей платы, устраняется основная причина отказов силовых ключей, возникающих вследствие термомеханических стрессов.
Компоненты серии SKiM имеют сверхнизкое значение распределенной индуктивности соединительных шин (LCE< 10 нГн) и омического сопротивления силовых выводов (RCC’+EE’ ≤ 0,3 мОм), что обеспечивает предельно низкий уровень динамических и статических потерь. Они могут работать при температуре кристаллов до 175 °C, это дает возможность использовать силовые ключи данного типа в транспортных средствах с одноконтурной системой жидкостного охлаждения. Начат выпуск гибридных модулей, где в качестве антипараллельных диодов использованы карбидокремниевые кристаллы.
Внедрение технологии низкотемпературного спекания для установки силовых чипов позволило в 5 раз повысить стойкость к термоциклированию и полностью исключить использование пайки. Применение новых производственных процессов дает возможность практически полностью реализовать мощностные возможности силовых кристаллов, что способствует повышению экономической эффективности ключей семейства SKiM. Модули SKiM63/93 удовлетворяют самым жестким требованиям по вибрационным и ударным воздействиям, они являются наиболее перспективными компонентами для применения в тяговых приводах электро- и гибридомобилей ближайшего будущего.
- Scheuermann U., Beckedahl P. The Road to the Next Generation Power Module — 100% Solder Free Design // Proc. CIPS 2008, Nuremberg, ETG-Fachbericht 111.
- Ramminger S., Seliger N., Wachutka G. Reliability Model for Al Wire Bonds Subjected to Heel Crack Failures // Microelectronics Reliability 40, 2000.
- Scheuermann U., Schmidt R. Impact of Solder Fatigue on Module Lifetime in Power Cycling Tests // Proc. EPE, 2011.
- Scheuermann U. Reliability challenges of automotive power electronics // Microelectronics Reliability 49, 2009.
- Scheuermann U., Schuler S. Power cycling results for different control strategies // Microelectronics Reliability 50, 2010.
- Fast Power Cycling Test for IGBT Modules in Traction Application / M. Held, P. Jacob, G. Nicoletti, P. Scacco, M.H. Poech // Proc. Power Conversion and Drive Systems, 1997.
- Model for Power Cycling lifetime of IGBT Modules — various factors infl uencing lifetime / R. Bayerer, T. Herrmann, T. Licht, J. Lutz, M. Feller // Proc. CIPS 2008, ETG-Fachbericht 111.
- Scheuermann U., Schmidt R. A New Lifetime Model for Advanced Power Modules with Sintered Chips and Optimized Al Wire Bonds // Proc. PCIM Europe 2013.
- Колпаков А. Технология низкотемпературного спекания в силовых модулях // Новые технологии. 2009, № 7.
- Колпаков А. Термоциклы и термоциклирование // Силовая электроника. 2006, № 2.
 18 марта, 2024
18 марта, 2024 27 января, 2020
27 января, 2020