
И никакой пайки! О надежности сигнальных соединений силовых модулей
Одной из основных причин отказов силовых модулей является разрушение паяных соединений, вызванное термомеханическими стрессами, ударными и вибрационными воздействиями, усталостными процессами. В наибольшей мере эта проблема относится к устройствам, работающим в тяжелых условиях эксплуатации — на транспорте и в энергетике. Кроме того, применение промышленных припоев, температура плавления которых находится в диапазоне +220…+240 °С, является барьером на пути внедрения широкозонных материалов, таких как карбид кремния (SiC).
Компания SEMIKRON активно внедряет технологию пружинных контактов, поскольку, кроме удобства монтажа, пружины обеспечивают высокую стойкость к механическим воздействиям и отсутствие усталостных процессов, свойственных пайке и сварке. Они предназначены для коммутации широкого диапазона токов: от единиц миллиампер в сигнальных соединениях до десятков ампер в силовых цепях [1–4].
Еще одним перспективным вариантом «гибкого» сочленения является прессовая посадка (Press-Fit), обеспечивающая простое и надежное соединение в широком диапазоне температур. Технология Press-Fit хорошо известна в автомобильной индустрии и секторе телекоммуникации. SEMIKRON использовала метод прессовой посадки при производстве новейшей серии модулей SEMiX**Е4p и цифровых драйверов SKYPER 12.
Общие положения
В широком смысле слова все электрические и тепловые связи в полупроводниковых силовых модулях можно разделить на «гибкие» (прижимные, пружинные) и «жесткие» (паяные, сварные). Например, для подключения силовых терминалов используется прижимное соединение (рис. 1а), которое характеризуется высоким контактным усилием (50 Н/мм2). Зона сопряжения является по большей части «виртуальной», поскольку из-за шероховатости поверхностей действительное соприкосновение контактирующих частей происходит только на отдельных участках.

Рис. 1. Типы соединений:
а) резьбовое (силовые терминалы);
б) разъемное (традиционная конструкция);
в) пружинное;
г) прессовая посадка
Эффективная поверхность проводимости при соединении двух проводников образуется участками с металлическим контактом, через которые протекает электрический ток, а также зонами с квазиметаллическим контактом, покрытыми тонкими адгезионными пленками и пропускающими ток благодаря туннельному эффекту. Таким образом, область сопряжения состоит из участков с различной электропроводностью (рис. 2).

Рис. 2. Структура контактной поверхности
Реальная площадь электрического соединения гораздо меньше «кажущейся», поскольку на ней имеются зоны с практически непроводящими пленками окислов, сульфидов и т. п. В результате ток протекает только через небольшие участки с низким переходным сопротивлением (около 8,8×10–4 Ом). В литературе их называют точками проводящего контакта, или A-spots, они имеют радиус около 10 мкм, что соответствует допустимой плотности тока 20 А.
Пружинное соединение (рис. 1в) по механизму работы принципиально отличается от всех прочих. В традиционном электрическом разъеме присутствует «сжимающее» контактное усилие (номинальное значение 10 Н/мм2 — рис. 1б). Разница заключается, прежде всего, в направлении и распределении прижимающего и контактного усилия. У разъема прижим создается за счет пружинящих свойств контактов, «сжимающих» токонесущий проводник. Усилие в этом случае ограничено упругостью пары сопрягающихся металлов, со временем оно неизбежно ослабевает из-за накопления усталости. Такая конструкция продиктована необходимостью обеспечения большого количества циклов сочленения.
Технология Press-Fit
Как показано выше, при соединении контактных поверхностей электрическая связь возникает только в некоторых зонах, имеющих реальную связь «металл–металл», что справедливо даже для полированных поверхностей. В случае прессовой посадки на сопрягаемые области оказывается дополнительное давление, создающее пластическую деформацию и увеличивающее площадь сопряжения. Высокое контактное давление в данном случае обусловлено тем, что усилие концентрируется на микроскопической площади. В результате соединяемые поверхности примыкают друг к другу гораздо лучше, чем при отсутствии давления (рис. 3) [4]. Таким образом, эффективная контактная зона увеличивается и, что не менее важно, при этом создается герметичная область, устойчивая к воздействию агрессивных газов. Такая же область формируется в месте примыкания пружины к контактной поверхности печатной платы. Принцип работы в обоих случаях основан на хорошо известном эффекте холодной сварки, используемом для создания постоянных электрических связей, к которым предъявляются гораздо более высокие требования по надежности. Стабильность свойств пружинных и Press-Fit соединений при воздействии агрессивных сред подтверждается в ходе специальных тестов, о чем будет рассказано далее.
![Микрография сечения сопрягаемых поверхностей с усиленным давлением («легкая» прессовая посадка), полученная с помощью сканирующего электронного микроскопа (SEM) [5]](https://power-e.ru/wp-content/uploads/03_54_03-400x1093.jpg)
Рис. 3. Микрография сечения сопрягаемых поверхностей с усиленным давлением («легкая» прессовая посадка), полученная с помощью сканирующего электронного микроскопа (SEM) [5]
Проблемы прижимных соединений, коррозия и фреттинг-коррозия
На каждой из сопрягаемых поверхностей неизбежно присутствуют следы коррозии и окисления, органические отходы
(например, жир), а также другие загрязнения. Наибольшую проблему представляют оксидные слои, для борьбы с которыми используются различные виды покрытий из благородных металлов. На таких поверхностях возникают коррозионные слои толщиной около 2 нм, в то время как на обычных металлах они могут иметь толщину 5–100 нм и более.
Существует два механизма создания хорошего контакта и поддержания его работоспособности, в первую очередь это так называемый «фреттинг». Механизм фреттинга состоит в создании электрического пробоя при напряжении выше 20 мВ (конкретное значение зависит от толщины слоя), в результате чего коррозионные отложения сгорают. Недостатком метода является то, что при напряжении ниже 20 мВ (для измеряемых уровней сигналов) сгорания не происходит, а контактное сопротивление увеличивается. Второй способ состоит в разрушении коррозионного слоя в процессе формирования контактной пары. Так происходит в случае прессовой посадки, и при этом не требуется обработка поверхностей благородными металлами.
Одной из главных проблем прижимных соединений является так называемая фреттинг-коррозия, вызываемая трением. Феномен фреттинга достаточно хорошо изучен в отношении обычных разъемных соединений. Устойчивость к нему является одним из основных критериев при выборе материалов контактов, используемых в разъемах. Данная проблема в основном относится к пружинным соединениям, поскольку амплитуда относительных перемещений при прессовой посадке намного меньше.
Каждое микросмещение приводит к истиранию и абразивному удалению частиц окисного покрытия из зоны сопряжения. В результате образуется новая контактная поверхность, имеющая высокую склонность к окислению. При многократном повторении этого процесса возникает слой из окисных частиц, которые проникают в зону сопряжения, раздвигают контактные поверхности металлов и увеличивают переходное сопротивление (рис. 4а).

Рис. 4.
а) Механизм фреттинг-коррозии;
б) приспособление для имитации микровибраций
Олово, часто используемое для покрытия сопрягаемых частей традиционных разъемов, очень чувствительно к фреттингу. Низкое контактное усилие мягкого металла приводит к многократному увеличению переходного сопротивления после нескольких сотен циклов сочленения, что демонстрирует график, приведенный на рис. 5а. Детальные исследования процесса фреттинга помогли минимизировать этот эффект при разработке пружинных контактов и обеспечить высокую стойкость к микровибрациям.
Для имитации микросдвигов, вызываемых вибрацией или тепловым расширением материалов, разработано специальное приспособление с пьезоэлектрическим приводом (рис. 4б). Устройство позволяет перемещать печатную плату относительно контактирующего с ней модуля (MiniSKiiP) и регулировать усилие прижима, частоту и амплитуду вибраций. Исследования стабильности переходного сопротивления пружинных контактов, проведенные с помощью данного приспособления, продемонстрировали высокую сопротивляемость фреттингу. Графики изменения контактного сопротивления dR относительно начального значения для двух пар пружинных контактов показаны на рис. 5б. В данном тесте проводники печатной платы покрыты оловом, пружинные контакты — серебром, медные токонесущие шины DBC-керамики работают без дополнительной металлизации.

Рис. 5. Изменение контактного сопротивления:
а) стандартного разъема со свинцово-оловянным покрытием контактов при многократных циклах сочленения (амплитуда перемещения — 40 мкм);
б) пружинной контактной системы при воздействии многократных циклов микроперемещения (амплитуда — 50 мкм, частота — 1 Гц)
В начале теста наблюдается некоторое снижение сопротивления, объясняемое эффектом «самоочистки»; далее характеристики обеих контактных пар остаются стабильными даже после 4,65 млн испытательных циклов. Такой результат обусловлен оптимальным выбором усилия сопряжения, формы контакта и материалов для его изготовления и покрытия.
Амплитуда микроперемещений в соединении Press-Fit, как правило, не превышает 10 мкм, что снижает влияние фреттинг-коррозии. При большем смещении контактное сопротивление может увеличиться на несколько Ом достаточно быстро (рис. 6) [6]. Воздействие вибраций с амплитудой >10 мкм способно привести к деградации контактных свойств соединения (рис. 5а), поэтому работоспособность системы прессовой посадки гарантирована только при ограниченном уровне механических воздействий.
![Параметры микроперемещений и контактное сопротивление Press-Fit [4, 5]](https://power-e.ru/wp-content/uploads/03_54_6-400x388.jpg)
Рис. 6. Параметры микроперемещений и контактное сопротивление Press-Fit [4, 5]
Большое усилие Press-Fit-сочленения позволяет формировать новую герметичную зону после перемещения в пределах нескольких циклов. Это также означает, что прессовая посадка способна компенсировать смещения, возникающие при монтаже из-за технологических допусков.
Надежность пружинных соединений в силовых модулях
Электрическая связь образуется в месте соединения пружины с контактной площадкой печатной платы (рис. 1г), усилие сопряжения в зависимости от типа пружины находится в диапазоне 20–100 Н/мм2. Данная технология разрабатывалась специально для подключения силового модуля к плате управления, и она не рассчитана на большое количество сочленений. SEMIKRON использует два основных типа пружин: спиральные (до 3 А) применяются в модулях SEMiX и SKiM, плоские выводы работают в качестве сигнальных и силовых в компонентах серии MiniSKiiP (ток до 20 А, рис. 7).

Рис. 7. Прижимная сборка модуля MiniSKiiP, схема измерения контактного сопротивления
На рис. 7 показана сборка модуля MiniSKiiP и схема, используемая для проверки контактных свойств. Хорошо видна необычная форма контактов, имеющих П-образный изгиб в средней части, обеспечивающий гибкость сочленения, и полукруглый изгиб в области соединения с печатной платой. Переходное сопротивление определяется по падению напряжения в цепи, состоящей из последовательно соединенных пружин.
Базовым материалом для изготовления выводов MiniSKiiP служит пружинная медь, их поверхность покрывается оловом, серебром или сплавом никель-золото (NiAu). На медные шины керамической DBC-платы модуля наносится тонкий слой никеля или сплава NiAu. Выбор материала покрытия пружинного контакта, определяющего его контактные свойства, в первую очередь зависит от усилия сопряжения. Очень надежными и стабильными «партнерами» считаются Au и Ag. Однако допустимое контактное усилие для золотого покрытия достаточно мало (<5 Н), в то время как серебро допускает усилие до 20 Н, следовательно, посеребренные контакты имеют и более высокую стойкость к механическим воздействиям.
Прижимные соединения наиболее чувствительны к воздействию вибраций, термомеханических напряжений и коррозионно-активных газов. Стабильность контактных характеристик во многом зависит от условий эксплуатации. Например, при больших токах нагрузки или высоких перепадах напряжения контактная пара работает более надежно в течение длительного времени. Однако пружины используются, как правило, для слаботочных и низковольтных соединений. В этом случае любые изменения поверхностных свойств сопрягаемых материалов могут повлиять на их характеристики. Колебания переходного сопротивления более выражены у поверхностей с тонкослойным покрытием, как в случае пружинных контактов.
В малогабаритных модулях MiniSKiiP пружины используются для подключения как силовых, так и сигнальных цепей, поэтому они являются идеальным объектом для исследования. Считается, что 100 термоциклов с предельным перепадом температуры оказывают на силовой модуль воздействие, эквивалентное работе в реальных условиях эксплуатации в течение всего срока службы.
Обязательным видом испытаний пружинных соединений является проверка на устойчивость к воздействию агрессивных коррозионных сред. Тесты такого рода проводились в соответствии со стандартом DIN EN 60068-2-43 Kd (10 ppm H2S, 10 дней, 75% RH, +25 °C). Условия испытаний специально адаптированы для оценки стабильности свойств контактов с серебряным покрытием при наличии оксидной пленки и без нее. Как и ожидалось, незначительные следы окиси наблюдались на всех серебряных поверхностях, подвергнутых воздействию агрессивного газа. Благодаря высокому усилию пружинного соединения, в зоне сопряжения контактной пары образуется область «холодной сварки», практически непроницаемая для внешних воздействий. Исследования, проведенные с помощью сканирующего электронного микроскопа, а также энергорассеивающий рентгеновский анализ (EDX) показали, что в зоне пятна контакта (рис. 8а) следы коррозии отсутствуют.

Рис. 8.
а) Вид контактной зоны после воздействия коррозионной атмосферы (покрытие контактов — Ag);
б) напряжение между выводами модуля в процессе воздействия коррозионной атмосферы (напряжение смещения 80 В)
В соответствии со стандартом ISA-S71.04-1985, классифицирующим надежность электрической и электронной аппаратуры при воздействии агрессивных сред, используемые SEMIKRON методы испытаний относятся к коррозионным тестам максимальной степени воздействия. Таким образом, полученные результаты подтверждают высокую надежность пружинных контактов при работе в очень жестких условиях эксплуатации.
Электромиграцией называется процесс диффузионного переноса массы проводника под действием электрического тока высокой плотности, она является одной из основных причин разрушения металлических токопроводящих пленок. Для оценки влияния феномена электромиграции на контактную систему MiniSKiiP в процессе испытаний на воздействие агрессивных газов напряжение смещения 80 В было приложено к наиболее близко расположенным точкам подключения пружинных контактов на печатной плате PCB (рис. 9а). Критерием являлось изменение напряжения на контактах модуля, поскольку возникающие в процессе электромиграции паразитные токопроводящие пути могли бы привести к его резкому падению (рис. 8б). Тестирование сборки модуля MiniSKiiP с печатной платой позволило оценить одновременно всю контактную систему, включающую пружины, контактные площадки, а также токопроводящие шины платы и DBС-керамики.
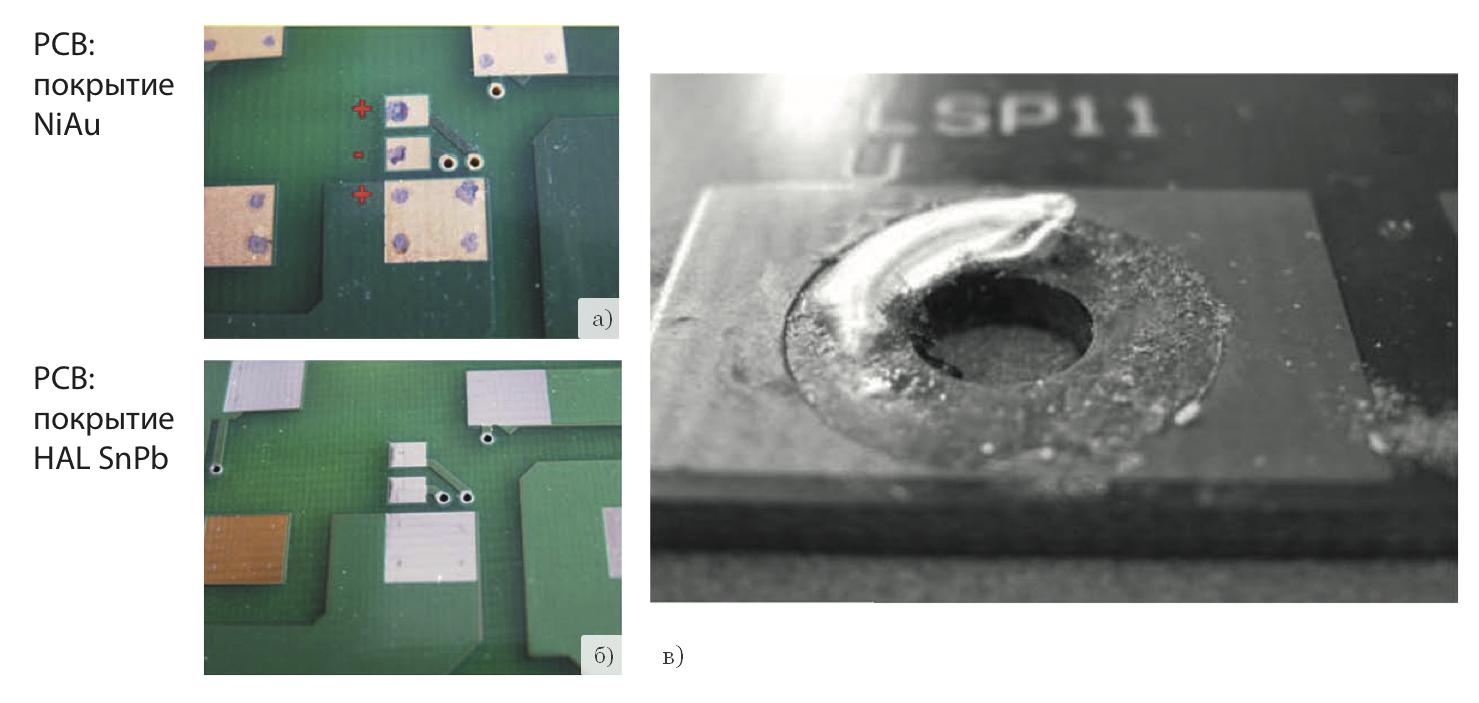
Рис. 9.
а, б) Вид контактной зоны PCB с покрытием NiAu и HAL SnPb после коррозионных тестов с приложением напряжения смещения;
в) пайка проводника на контактную площадку искусственно состаренной печатной платы
Термоциклирование является основным видом испытаний, позволяющим подтвердить надежность и стабильность соединения в реальных условиях применения. Тестировалась контактная система, состоящая из «экстремально состаренной» печатной платы (металлизация оловом) и модуля MiniSKiiP (пружинные контакты с серебряным покрытием, шины DBC-керамики — NiAu). Температура изменялась в диапазоне –40…+125 °С, контактные характеристики оценивались по общему падению напряжения после 1, 50, 75 и 96 циклов. Полученная величина включает в себя сопротивление контактных пар («пружинный контакт–печатная плата», «пружинный контакт–медная шина DBC-платы»), омическое распределенное сопротивление шин DBC и самих пружинных контактов. По результатам тестов не выявлено отклонения контактного сопротивления от исходного значения более чем на 10%.
Надежность Press-Fit-соединений в силовых модулях
Высокое усилие прижима контактных поверхностей при прессовой посадке позволяет удалить коррозионные слои и обеспечить достаточную эластичность связи Press-Fit-контакта и печатной платы (PCB). Это гарантирует стабильность механических характеристик соединения с учетом допусков в течение срока службы, а также целостность контактного отверстия PCB.

Рис. 10.
а) Press-Fit-контакты модуля SEMiX603GB12E4p;
б) сборка модуля и цифрового драйвера SKYPER 12 методом прессовой посадки;
в) технологическое оборудование
На рис. 10 показана сборка модуля SEMIKRON SEMiX603GB12E4p и цифрового драйвера SKYPER 12 методом прессовой посадки, а также пресс для их соединения. Выводы Press-Fit выполнены из медного сплава с покрытием чистым оловом, что обеспечивает нагрузочную способность контакта до 50 А. Важно отметить, что данная сборка модуля IGBT и драйвера впервые сертифицирована производителем (SEMIKRON) по контактным характеристикам. Виды испытаний и соответствующие стандарты приведены в таблице 1.
|
Вид испытаний |
Стандарт |
|
Пассивное термоциклирование |
IEC 60068-2-14 |
|
Активное термоциклирование |
IEC 60749-34 |
|
Ударные воздействия |
IEC 60068-2-27 |
|
Синусоидальная вибрация |
IEC 60068-2-6: 2007-12 Part 2-6: Test Fc |
|
Вибрация в диапазоне частот |
IEC 60068-2-64: 2008-04 Part 2-64: Test Fh |
|
Вибрация, смешанный режим |
IEC 60068-2-80: 2005-05 Part 2-80: Test Fi |
|
Коррозионный тест, смесь газов (H2S, NO2, CL2, SO2) |
IEC 60068-2-60: 1995-12 Part 2: Test Ke |
|
Коррозионный тест, смесь газов (H2S, NO2, CL2, SO2) |
IEC 60068-2-6: 2007-12 Part 2: Test Ke |
|
Обратное смещение при высокой влажности и высокой температуре (H3TRB) |
IEC 60352-5, 2008-01 |
Характеристики прессовой посадки квалифицируются в соответствии со стандартом IEC 60352-5 [8], в тестах используются стандартные печатные платы с минимальным и максимальным диаметром контактного отверстия. Для проверки стабильности свойств Press-Fit-соединения в отношении силовых модулей отдельные виды климатических тестов проводятся при повышенной температуре [8].
Перед началом испытаний осуществляется контроль внутреннего диаметра контактного отверстия (покрытие — химическое олово), диапазон допустимых значений составляет 0,96–1,08 мм (рис. 11).

Рис. 11. Измерение контактных характеристик Press-Fit-соединения:
а) схема измерения сопротивления;
б, в) минимальный и максимальный диаметры отверстия в PCB:
вид сверху и поперечное сечение;
г) формовка отверстия под Press-Fit-контакт
Тесты на воздействие тепловых ударов (TST), термоциклирование и так называемый «сухой нагрев» проводились при повышенном значении температуры, результаты измерения контактного сопротивления приведены в таблице 2. Для квалификации силовых модулей существует определенный набор процедур, установленных стандартом IEC 60749. Кроме этого, проводятся некоторые дополнительные тесты, связанные с влиянием окружающей среды (IEC 60068-2 ч. 43 и 52) [11], [12]. Стандартные испытания на надежность силовых модулей ранее проводились без печатной платы, однако теперь есть доработанные методики, предусматривающие проверку компонентов с Press-Fit-контактами в сборе с PCB.
|
Параметр |
Начальное значение |
Конечное значение |
|
Усилие сочленения, Н |
46,0–71,1 |
56,2–79,8 |
|
Контактное сопротивление, мОм |
0,01–0,03 |
0,01–0,04 |
|
Изменение контактного сопротивления, мОм |
– |
0,01 |
При проведении H3TRB, TST и вибрационных тестов учитывалось дополнительное сопротивление, вносимое измерительной установкой. Испытательное напряжение поддерживалось на уровне ~1,3 мВ (1,2–1,4 мВ в зависимости от температуры и соответствующей электропроводности) при стабильной величине тока 1 А. Это позволяет устранить эффект фреттинга, мешающий фиксировать малые изменения контактного сопротивления.
Режимы нагрева и охлаждения при испытаниях на термоциклирование выбирались с учетом максимальной рабочей температуры полупроводниковых кристаллов (+150 °C) и PCB (~ +105 °C). В ходе тестов на воздействие агрессивных газов концентрация H2S составляла 50 ppm при нагреве до +40 °C (стандартный режим — +25 °C) при влажности 93% (стандартный режим — 80%). Допустимые изменения характеристик определяются стандартами [10, 11, 12]. Испытания не выявили опасной деградации контактных пар (рис. 12), также не было отмечено пропадания контакта или заметного отклонения контактного сопротивления.
![Внешний вид контактных пар до и после воздействия соляного тумана [5]](https://power-e.ru/wp-content/uploads/03_54_12-600x174.jpg)
Рис. 12. Внешний вид контактных пар до и после воздействия соляного тумана [5]
Также не было выявлено изменение свойств Press-Fit-соединения при проведении теста TST, испытаниях на термоциклирование (градиент +165 °C, изменение –40…+125 °C) и при воздействии вибраций с ускорением 20g. До сих пор не существует стандартов, оговаривающих дизайн и вес установки для проверки характеристик Press-Fit-соединения, поэтому при проведении тестов использовалась печатная плата без дополнительных масс и без фиксации на модуль.
Очень важным является вопрос о надежности Press-Fit-контакта при повторном использовании, например в случае ремонта. Так же, как и пружинное соединение, прессовая посадка допускает два дополнительных цикла монтажа и демонтажа [5, 8]. Надежность «вторичного» сочленения Press-Fit проверялась в ходе специального теста. После сборки модуля с PCB и измерения сопротивления проводилось 50 циклов TST (градиент –40…+125 °C) с повторным контролем сопротивления. После этого была произведена замена модуля и повторная серия тестов с измерением сопротивления после каждого цикла. Процедура повторялась троекратно, то есть три компонента прошли 50 циклов испытаний с одной и той же печатной платой. Заметных отклонений контактного сопротивления не выявлено.
Заключение
Использование прижимных сигнальных выводов в силовых модулях позволяет полностью отказаться от пайки при подключении плат управления. Ускоренные испытания, проводимые в экстремальных условиях промышленных воздействий, подтверждают высокую стабильность параметров пружинных и Press-Fit-соединений, а также их устойчивость к микровибрациям, фреттингу, тепловым ударам и воздействию агрессивных газов.
Результаты проведенных тестов не выявили изменений контактных свойств, связанных с деградацией. Омическое сопротивление соединений, как пружинных, так и Press-Fit, остается стабильным в ходе тестов и после их окончания. Это означает, что они могут быть использованы не только для коммутации относительно высоких токов (как в модулях MiniSKiiP), но и для надежной передачи слаботочных сигналов с низким уровнем напряжения (например, выходных сигналов сенсоров). В обоих случаях контактные характеристики сохраняются в течение всего срока службы системы, что позволяет применять пружинные соединения и прессовую посадку в современных силовых полупроводниковых модулях.
Обе описанные в статье технологии успешно работают при воздействии коррозионно-активной атмосферы. Благодаря большому усилию сопряжения и прогнозируемой деформации поверхностей зона контакта оказывается практически герметичной, что исключает проникновение в нее агрессивных газов. Переход к бессвинцовым технологиям потребовал поиска новых материалов и проведения дополнительных испытаний, которые в очередной раз показали преимущества прижимных связей перед пайкой.
- Frenznick, U. Scheuermann, C. Daucher, A. Wintrich. Reliability of low current electrical spring contacts in power modules for lead-free applications. SEMIKRON International. 2005.
- Lang, U. Scheuermann. Long Term reliability of Spring Pin Pressure Contacts in an Industrial Environment. SEMIKRON Elektronik GmbH. 2006.
- Thomas Grasshoff. Spring contacts — a reliable, solder-free electrical contact. SEMIKRON International. 2006.
- А. Колпаков. Надежность прижимных соединений в условиях агрессивных сред // Силовая электроника. № 4.
- Stolze, M. Thoben, M. Koch, R. Severin. Reliability of PressFIT Connections. Infineon Technologies. Bodospower. June, 2008.
- Thoben, I. Graf, R. Tschirbs. Press-Fit Technology, a Solder less Method for Mounting Power Modules. PCIM 2005.
- E. Schon. Kontakttechnologie und Qualitatssicherung bei Kontaktbauteilen. Seminarunterlagen. Starnberg. 2005.
- Thoben, M. Buschkuhle, T. Stolze. Utilizing Press-Fit for solder less assembly of pin grid connected Power modules. PCIM 2007.
- European Standard, EN 60352-5:2001 Solder less connections, Part 5: Press-in connections — General requirements, test methods and practical guidance. January, 2002.
- Holm. Electric contacts — Theory and application. Springer Verlag. Berlin. 2000.
- IEC Standard 60749 Semiconductor devices — Mechanical and climatic test methods. August, 2002.
- IEC Standard 60068-2 Environmental testing, Part 52: Test Kb — Salt mist, cyclic (sodium, chloride solution). February, 1996.
- IEC Standard 60068-2 Environmental testing, Part 43: Test Kd — Hydrogen sulphide test for contacts and connections. May, 2003.
 21 июня, 2020
21 июня, 2020 30 августа, 2010
30 августа, 2010