
SEMITRANS 20: новый уровень надежности транспортного привода
Проблемы повышения надежности
Необходимость расширения диапазона рабочих температур обусловлена тремя основными факторами:
- высокий нагрев охлаждающей жидкости в гибридных и электрических транспортных средствах;
- перспективы применения широкозонных компонентов с Tj до +200 °С (например, SiC);
- повышение токонесущей способности кремниевых кристаллов при увеличении рабочей температуры.
С начала XXI века все ведущие производители силовой элементной базы занимаются этой проблемой. Ее решение требует значительного увеличения срока службы конструктива модуля, все материалы и соединения которого должны быть рассчитаны на надежную и долговременную работу в жестких условиях эксплуатации. В зависимости от конкретных условий применения и выбранной ресурсной модели в общем случае повышение температуры чипов на каждые 25 °C требует пятикратного увеличения показателей надежности. Соответственно, для расширения диапазона рабочих температур с +150 до +200 °C надежность силового модуля должна быть повышена в 25 раз!
Требования к специализированным силовым модулям для электротранспорта постоянно возрастают, поэтому новый компактный конструктив LVM с композитной базовой платой (рис. 1) был выбран многими ведущими производителями силовой электроники. В первую очередь он ориентирован на применение в железнодорожных тяговых приводах. Общие рекомендации по дизайну LVM (габаритные и крепежные размеры, положение силовых терминалов) были разработаны в рамках европейской программы «Roll2Rail» [1]. Особенностями этого корпуса являются сверхнизкая распределенная индуктивность (Ls около 10 нГн), а также расположение АС- и DC-выводов по разные стороны в плоскости корпуса, что обеспечивает удобство внешних подключений и простоту параллельного соединения.

Рис. 1. Перспективный модуль IGBT для транспортных применений SEMITRANS 20 (полумост, 1200 А/1700 В)
При проектировании модулей SEMITRANS 20 компанией SEMIKRON были использованы новейшие технологии, доказавшие свою высокую эффективность в других силовых ключах, рассчитанных на предельно жесткие условия эксплуатации (SKiiP4 [4], SKiM 63/93 [5]). При номинальных параметрах 1000 А/1200 А/1700 В и размерах базы 100×140 мм SEMITRANS 20 рассматривается как хорошая альтернатива модулям в корпусах PrimePack и 130×140, широко используемым в транспортных применениях.
Повышение стойкости к термоциклированию
Соединение «базовая плата — изолирующая подложка»
Высокая стойкость к термоциклированию — одно из основных требований, предъявляемых к силовым ключам, работающим в тяговых приводах. Проблема старения паяных слоев, соединяющих базовую плату, DBC-подложку и чипы в стандартных IGBT-модулях, достаточно хорошо изучена [6]. Термомеханические стрессы, возникающие при циклическом изменении нагрузки, обусловлены разницей коэффициентов теплового расширения (CTE) конструктивных элементов: металлической базы, керамической подложки и полупроводниковых кристаллов. С течением времени происходит накопление усталости и разрушение промежуточных связей (рис. 2). В первую очередь это относится к паяным соединениям, традиционно используемым в промышленных силовых модулях.

Рис. 2.
a) Основные элементы конструкции силового модуля;
б) возникновение термомеханического напряжения в соединительном слое «чип-подложка»;
в) разрушение паяного соединения
Основные отличия SEMITRANS 20 от аналогичных ключей других производителей показаны на рис. 3б, в. Общим элементом конструкции является композитная базовая плата (AlSiC, MgSiC) — применение этого материала позволяет улучшить согласование коэффициентов теплового расширения базы и изолирующей подложки и резко снизить уровень термомеханических стрессов в этом соединении.
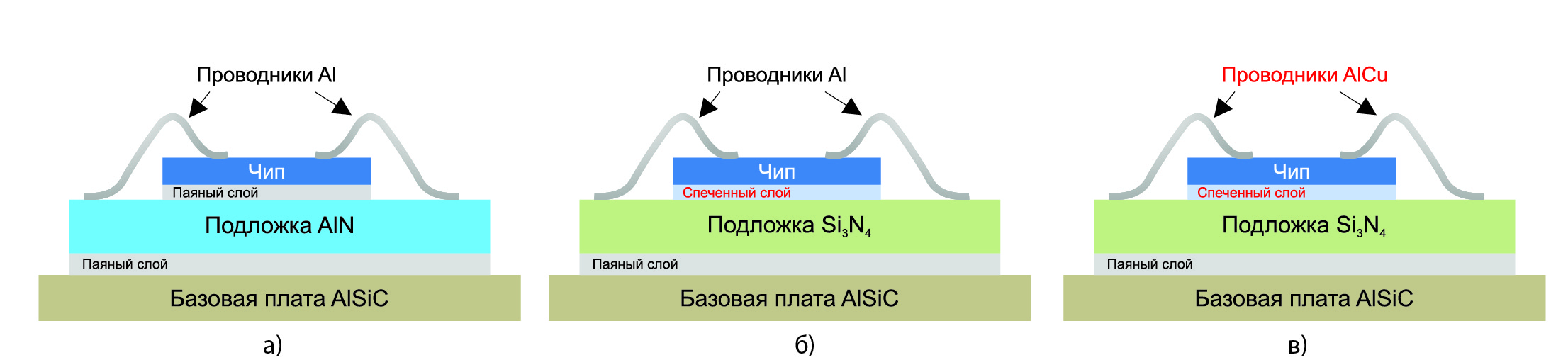
Рис. 3. Особенности конструкции:
a) стандартный транспортный модуль;
б) SEMITRANS 20 Traction;
в) SEMITRANS 20 extended Traction
Как видно на рис. 4, коэффициенты теплового расширения основных элементов силового модуля (чипы, подложка, базовая плата) различаются очень сильно. Наивысшему риску подвержено паяное соединение керамической изолирующей подложки и базы, имеющее самую большую площадь. Стандартное решение проблемы состоит в замене медной базы на композитную, поскольку коэффициент теплового расширения у AlSiC гораздо ближе к керамике (нитрид алюминия AlN), чем у меди.

Рис. 4. Разница коэффициентов теплового расширения чипов, изолирующей подложки и базовой платы: использование подложки из нитрида кремния Si3N4 в модуле SEMITRANS 20 Traction обеспечивает оптимальное согласование СТЕ
Технологи SEMIKRON сделали еще один шаг в этом направлении, применив подложку из синтетического материала Si3N4 (нитрид кремния), обладающего почти идеальным согласованием с AlSiC по CTE. Важной особенностью Si3N4 также является высокая гибкость, позволяющая изолирующей подложке сохранять целостность при небольших деформациях базовой платы. Вероятность изгиба базы всегда существует, особенно при нарушениях правил монтажа (превышение толщины слоя термопасты, превышение моментов затяжки), зачастую это ведет к растрескиванию керамики.
Соединение «изолирующая подложка — чип»
Огромный потенциал для повышения надежности соединительного слоя кристаллов имеет технология низкотемпературного спекания Ag [2], адаптированная SEMIKRON для установки полупроводниковых кристаллов на изолирующую подложку. Напомним, что разрушение паяного соединения чипов при воздействии коротких термоциклов является одной из основных причин преждевременного выхода модулей из строя.
Стабильный и надежный механический и тепловой контакт обеспечивается благодаря высокой температуре плавления Ag (+960 °C, что намного больше, чем у любых используемых в промышленности припоев, рис. 5), низкой пористости и равномерности порошковой структуры. В таком материале не развиваются усталостные процессы, это улучшает стойкость к термоциклированию и увеличивает срок службы силовых ключей.

Рис. 5. Рабочая температура чипов IGBT 4, температура плавления стандартного промышленного припоя, температура плавления соединительного слоя чипов в модуле SEMITRANS 20 Traction
Благодаря уникальным технологическим свойствам паста из наночастиц Ag может с успехом заменить традиционные мягкие и жесткие припои. Ее использование позволяет устранить производственные этапы, необходимые для адаптации свойств припоя и технологии пайки к конкретным типам чипов и подложек. Поскольку контактная область состоит практически из чистого серебра, она имеет гораздо лучшую электро- и теплопроводность, чем любой другой материал.
Как видно на рис. 6, использование технологии спекания повышает стойкость к термоциклированию при градиенте температуры ∆Tj = 80 K примерно в шесть раз. Качество и надежность спеченного слоя даже в предельных режимах намного лучше, чем у паяного соединения, поскольку серебряная паста (в отличие от припоя) работает при нагреве, далеком от точки плавления. Благодаря высокой рабочей температуре (до +300 °С) процесс спекания является очень перспективным для монтажа новых широкозонных полупроводников, в первую очередь SiC.

Рис. 6. Зависимость количества термоциклов до отказа Nf от градиента температуры ∆Tj. Условия проведения теста: Tjmax = +150 °C, длительность цикла 2 с, характеристическое соотношение проводника AR = 0,32
Сварное соединение выводов чипов
Одним из барьеров на пути повышения надежности силовых ключей в условиях повышенных температур являются алюминиевые проводники и их сварные соединения, традиционно используемые для подключения контактной поверхности чипов. Ускоренные испытания на термоциклирование модулей со спеченными кристаллами показали, что доминирующим механизмом отказа в них становится излом выводов вблизи области сварки. Как видно на рис. 7, у паяных чипов наблюдается отрыв Al-проводников.

Рис. 7. Разрушение сварного соединения алюминиевых выводов чипов при воздействии термоциклов:
а) отрыв проводников (паяный чип);
б) излом проводников (спеченный чип)
Решением данной проблемы много лет занимается компания HERAEUS — основной поставщик материалов для производства проводниковых выводов. С начала 1980-х гг. специалисты HERAEUS анализируют возможность применения композитов, в материалах 2007 года [7, 8] отмечено, что стойкость к термоциклированию может быть заметно увеличена при использовании ленточных выводов из алюминизированной меди (AlCu). Данный факт привлек пристальное внимание производителей силовой элементной базы, в результате чего HERAEUS начала работы по улучшению свойств композитных проводников с круглым профилем.
Поперечное и продольное сечение AlCu-провода диаметром 300 мкм показано на рис. 8. Толщина алюминиевого покрытия составляет 25–35 мкм при диаметре медного «ядра» 230–250 мкм, объемное содержание Cu при этом находится в диапазоне 60–70%. Характеристики композита AlCu оптимизированы для ультразвуковой сварки — благодаря мягкому алюминиевому покрытию при формировании контактных площадок снижается риск повреждения кристалла.

Рис. 8. Поперечное и продольное сечение медного алюминизированного (AlCu) проводника
Испытания на влияние асимметричных механических воздействий позволяют выявить разницу свойств обычных (Al) и композитных (AlCu) выводов. С этой целью отрезок проводника длиной несколько миллиметров закрепляется в специальном приспособлении и подвергается периодической нагрузке при определенном уровне пластической деформации. Для оценки результатов используется два критерия: фиксированное относительное удлинение и фиксированная рассеянная энергия.
На рис. 9 относительное удлинение показано по оси Х, при этом значение энергии является интегралом удлинения по величине приложенного усилия, соответствующего площади петли гистерезиса. Один из параметров, характеризующих свойства тестируемых материалов, — большая величина усилия, необходимого для аналогичного удлинения алюминизированного медного проводника.

Рис. 9. Слева: измерение характеристик деформации Al- и Al/Cu-проводников; справа: приспособление для тестирования, образец проводника располагается между фиксаторами
Зависимость количества механических циклов, приводящих к отказу при определенном уровне нагрузки, формирует так называемую кривую усталости, показанную на рис. 10. Полученные результаты подтверждают тот факт, что вывод AlCu способен выдерживать большее количество механических стрессов до начала его разрушения, чем проводник из чистого алюминия.

Рис. 10. Справа: кривая усталости алюминиевого и медного алюминизированного проводника для пластической деформации;
слева: для рассеянной энергии
Технология AlCu применяется в модулях семейства SKiM 63/93, ориентированных на применение в транспортных приводах, работающих с большими циклическими изменениями нагрузки. Использование AlCu-проводников при тщательном выборе параметров сварки позволяет примерно в четыре раза повысить стойкость к активному термоциклированию при ∆T = 80K, как показано на рис. 11.

Рис. 11. Зависимость количества термоциклов до отказа Nf от градиента температуры ∆Tj для спеченных чипов с проводниками Al и AlCu. Условия проведения теста: Tjmax = +150 °C, длительность цикла 2 с
Концепция управления и параллельное включение
Для управления модулем SEMITRANS 20 SEMIKRON планирует реализовать концепцию «ядра», широко применяемую в последние годы ведущими производителями силовой элементной базы (рис. 12). В качестве «ядра» предполагается использовать цифровой драйвер SKYPER 42LJ или SKYPER 12, выпуск платы адаптера запланирован на 2021 год.

Рис. 12. Концепция управления SEMITRANS 20: «ядро» SKYPER 42LJ + адаптерная плата
Кроме основных функций защиты (перегрузка по току ОС, перегрев ОТ, падение напряжения управления UVLO), устройство управления модулем SEMITRANS 20 должно иметь усиленный изолирующий барьер и выполнять следующие функции:
- стабилизация напряжения на затворе;
- формирование двунаправленного сигнала готовности/ошибки;
- низкий уровень джиттера, сверхмалый разброс временных характеристик;
- подавление коротких шумовых импульсов (SPS);
- регулируемое «мертвое время» Tdt;
- два ШИМ-канала измерения напряжения DC-шины (Vdc) и температуры корпуса (Тс).
Особенности конструктива SEMITRANS 20, а также применение новейших цифровых драйверов со сверхнизким разбросом временных характеристик и уровнем джиттера позволяют включать их в параллель без выравнивающих дросселей в выходных цепях. На рис. 13 показано объединение выходов четырех модулей SKM1200GB17R8 с помощью АС-шины. Обратите внимание на симметричность ее конструкции, обеспечивающей идентичность токовых путей до точки подключения выходного кабеля.

Рис. 13. Установка для проверки распределения токов в четырех параллельных модулях SKM1200GB17R8
Испытания показали хорошее распределение токов в параллельных ветвях во всех режимах (небаланс не более 3%), а также безопасное отключение тока перегрузки, который в данном случае составлял 10 000 А.
Силовые полупроводниковые ключи на рынке железнодорожных приводов
В течение ближайших лет силовые модули IGBT останутся основной «рабочей лошадкой» для применения в железнодорожных системах. Технология IGBT рассматривается как достаточно зрелая, и в ближайшем будущем не ожидается кардинальных изменений показателей плотности мощности и частоты коммутации. Однако недавнее появление модулей IGBT 7-го поколения [9] показало, что потенциал кремниевых ключей далеко не исчерпан и по соотношению технических и коммерческих показателей они способны конкурировать с широкозонными полупроводниками. Ожидается также, что внедрение новых IGBT с обратной проводимостью (RC-IGBT) позволит снизить потери проводимости примерно на 25% по сравнению с нынешним поколением Trench IGBT. Отметим, что для полной реализации преимуществ RC-IGBT требуются новые, более сложные схемы управления затвором.
Использование технологии карбида кремния в мощных тяговых приводах может обеспечить значительное снижение потерь по сравнению с Si IGBT. Но для этого необходимо решить проблемы с надежностью, обеспечить долговременную стабильность параметров и коммерческую привлекательность SiC MOSFET. Карбидокремниевые силовые модули с номинальными характеристиками, пригодными для применения на железнодорожном транспорте, пока не представлены на рынке. Коммерчески доступная технология 1200 В SiC MOSFET может быть расширена на более высокие классы напряжения, но сроки разработки модулей требуемой мощности с напряжением 1700 и 3300 В в значительной степени зависят от уровня инвестиций.
Железнодорожное тяговое оборудование обычно рассчитывается на срок службы 30–40 лет, соответственно, запасные части должны быть доступны в течение этого времени. Поэтому тема физического и морального старения силовых полупроводниковых приборов нуждается в дальнейшем изучении как производителями элементной базы, так и разработчиками оборудования для железной дороги.
Доля силовых полупроводниковых приборов на рынке железнодорожных систем составляет 4–6%, то есть она достаточно мала в сравнении с другими областями применения. Например, этот же сектор для автомобильных приложений (EV/HEV), по прогнозам, в ближайшие годы превысит 50%. Так или иначе объем рынка IGBT в ж/д приводах составляет сейчас около €30 млн.
Крупнейшие инвестиции производителей силовых приборов в настоящее время направлены на разработку специализированных модулей для автомобильного привода. Тем не менее применение полупроводниковых ключей в железнодорожных системах дает более высокую прибыль, что является хорошей мотивировкой для инвестирования в данный сектор экономики. В результате этого на рынке уже появились и будут разрабатываться новые, усовершенствованные силовые ключи, ориентированные на применение в ж/д приводе. Одним из наглядных примеров является новый полумостовой модуль SEMITRANS 20 в конструктиве LDV, разработанный компанией SEMIKRON. Аналогичные компоненты анонсированы и другими производителями под торговыми марками LinPak, LV100/HV100, nHPD2, XHP.
Заключение
К электронным устройствам, предназначенным для работы в транспортных средствах с электрическим или гибридным приводом, предъявляются особо жесткие требования. Они должны быть легкими, компактными и в то же время способными работать в условиях экстремальных климатических и механических воздействий. Основные сравнительные характеристики IGBT 17-го класса в стандартных корпусах с базовой платой, используемых в тяговых приводах, приведены в таблице. Компактный конструктив SEMITRANS 20 обеспечивает максимальную плотность тока, удобство параллельного соединения и простоту подключения силовых DC- и AC-шин.
|
Типоразмер модуля |
Вид |
ICnom, A |
Размер базы, см |
Плотность тока, А/см2 |
|
SEMITRANS 20 (LVM) |
|
2×1200 |
100×140 |
17,1 |
|
Транспортный 130×140 |
|
2×1200 |
130×140 |
13,2 |
|
Транспортный IHM |
|
1×3600 |
140×190 |
13,5 |
|
Промышленный Prime Pack |
|
2×1400 |
89×250 |
12,6 |
|
Усовершенствованный Prime Pack |
|
2×1800 |
89×250 |
16,2 |




В гибридных автомобилях новейших поколений используется одноконтурная система охлаждения, температура тосола в которой поддерживается на уровне +105 °С в номинальном режиме и достигает +120 °С при кратковременных перегрузках. Окружающий воздух в подкапотном пространстве может нагреваться до +125 °С, а температура чипов Tj силового модуля способна превысить значение +150 °С. В то же время в период зимней стоянки кристаллы могут остывать до температур, близких к точке замерзания охлаждающей жидкости. Использование стандартных силовых модулей в условиях термоциклов со столь высоким градиентом неизбежно ведет к ранним отказам.
В SEMITRANS 20 внедрены все новейшие технологии SEMIKRON. Применение композитной базы AlSiC в сочетании с изолирующей подложкой из нитрида кремния, технологии спекания и AlCu-проводников для установки и подключения чипов позволило устранить основные причины отказов силовых ключей, возникающих из-за воздействия термомеханических стрессов. Модули SEMITRANS 20 удовлетворяют самым жестким требованиям по климатическим и механическим воздействиям, предъявляемым к современным тяговым электроприводам.

Рис. 14. Прототип трехфазного инвертора, в каждой фазе использовано два параллельных модуля SKM1200GB17R8
Для помощи в разработке инверторов на основе SEMITRANS 20 специалистами SEMIKRON был изготовлен и испытан прототип трехфазного инвертора, в каждой фазе которого установлено два параллельных IGBT-модуля. На рис. 14 продемонстрирована простота исполнения силовых шин и звена постоянного тока, обеспечиваемая особенностями нового конструктива.
- NEW DEPENDABLE ROLLING STOCK FOR A MORE SUSTAINABLE, INTELLIGENT AND COMFORTABLE RAIL TRANSPORT IN EUROPE. R2R-T1.1-D-BTS-030-07, 2016.
- Колпаков А. Технология низкотемпературного спекания в силовых модулях // Новые технологии. 2009. № 7.
- Колпаков А. Термоциклы и термоциклирование // Силовая электроника. 2006. № 2.
- Колпаков А. SKiiP 4 — новая серия IPM для применений высокой мощности // Силовая электроника. 2009. № 4.
- Колпаков А. Надежность силовых модулей в предельных условиях эксплуатации // Силовая электроника. 2015. № 2.
- Scheuermann U., Schmidt R. Impact of Solder Fatigue on Module Lifetime in Power Cycling Tests. Proc. EPE, 2011.
- Luechinger C., Loh T.-K., Oftebro K., Wong G. Composite Aluminum-Copper Ribbon bonding — Heel Reliability. Proc. IMAPS, 2007.
- Ramminger S., Seliger N., Wachutka G. Reliability Model for Al Wire Bonds Subjected to Heel Crack Failures // Microelectronics Reliability. Vol. 40. Iss. 8–10.
- Колпаков А. IGBT7 — революционная эволюция // Силовая электроника. 2020. № 1.
 18 февраля, 2008
18 февраля, 2008 7 июля, 2021
7 июля, 2021