
Сварка трением с перемешиванием в производстве изделий силовой электроники
Предлагаемые производителями исполнения алюминиевых охладителей [2, 3, 4] достаточно разнообразны по форме и размерам и позволяют выбрать оптимальное решение для конкретной задачи. Изготавливаются данные охладители путем прессования, что накладывает ограничения на их максимальные размеры в поперечном сечении по отношению к направлению проката. Обычно у отечественных исходных профилей поперечный размер не превышает 300 мм. Изготовление монолитного охладителя больших размеров возможно соединением отдельных исходных заготовок с помощью сварки. Типовой процесс дуговой сварки в атмосфере аргона требует предварительной обработки кромок, далее непосредственно сварки в несколько проходов в зависимости от толщины материала и затем правки готового изделия.
В настоящее время в транспортном машиностроении, судостроении и других отраслях промышленности при производстве изделий из алюминиевых сплавов широко применяется способ сварки трением с перемешиванием. Суть метода заключается в механическом соединении конструкционных металлических элементов посредством воздействия на кромки соединяемых деталей специального вращающегося инструмента, переводящего металл в области стыка в пластичное состояние и перемешивающего его [5, 6]. Изобретателем данного типа сварки является Ю. В. Клименко [7]. Ранее нами сообщалось о возможностях применения сварки трением с перемешиванием в силовой электронике [8, 9].

Рис. 1. Общий вид установки фрикционной сварки ERNEST
Далее подробно описывается технологический процесс сварки заготовок охладителя из алюминиевого сплава АД31. Сварка производилась на установке ERNEST Чувашского государственного университета, собранной на основе обрабатывающего центра «Микромат‑9 С» [10]. Общий вид установки показан на рис. 1. Принципиальным отличием процесса сварки трением с перемешиванием является необходимость жесткого закрепления свариваемых заготовок.

Рис. 2. Схема фиксации заготовок охладителя при выполнении сварочного процесса
На рис. 2 схематически показана установка и фиксация заготовок охладителя поперечным размером 300 мм и толщиной в районе пазов 18 мм. На стол установки (1) через промежуточную пластину (2) монтируется сварочный стол (3). На его верхней поверхности устанавливается стальная подложка (4) с геометрией фрезерованных пазов, соответствующей геометрии заготовки охладителя (5). Фиксация заготовок в горизонтальной плоскости с усилием Fy осуществляется упорами (6). Наличие зазора в стыке соединяемых деталей недопустимо — в противном случае в сварочном шве возникают пустоты. Как правило, качество профиля обеспечивает данное требование. Вертикальное усилие Fz обеспечивает прижим заготовок через промежуточные пластины (7) к подложке и опорам (8), что позволяет избежать коробления и сформировать плоскостность лицевой поверхности полученной детали.

Рис. 3. Монтаж заготовок на сварочном столе
На рис. 3 показана установка заготовок перед сваркой. Необходимо отметить, что установка ERNEST не предназначена для серийного производства, соответственно, применяемая оснастка довольно примитивна и фиксация заготовок осуществляется ручным способом. В серийном производстве данная задача решается посредством гидравлических приводов с минимальными затратами времени на подготовительные операции. В начале и конце стыкового соединения устанавливаются дополнительные пластины из аналогичного материала той же толщины, необходимые для ввода инструмента в начале сварки и последующего вывода. Полученная комбинация жестко фиксируется в горизонтальной плоскости вдоль направления сварки. В пластине, устанавливаемой в начале сварочного шва, предварительно просверливается глухое отверстие глубиной 17 мм и диаметром 9 мм, что соответствует среднему диаметру рабочей части инструмента (рис. 4).

Рис. 4. Входное отверстие начала сварочного шва и воздухопровод охлаждения
Процесс сварки начинается с внедрения вращающегося инструмента в отверстие до соприкосновения с поверхностью его опорной части и последующего приложения рабочего усилия по оси Z установки. Ось вращения инструмента наклонена относительно оси Z на 2°. Основными физическими параметрами технологического процесса сварки являются вертикальное усилие Pz, прикладываемое к инструменту и воздействующее на материал заготовок в области формирования сварочного шва, частота вращения инструмента n, скорость подачи сварочного стола V и электрическая мощность N, потребляемая электродвигателем привода шпинделя. Набор перечисленных параметров строго индивидуален для каждой марки материала и толщины заготовок. По результатам опытных работ нам удалось выбрать параметр, благодаря которому можно контролировать процесс сварки в текущем режиме времени, — электрическая мощность N. Таким образом, подача сварочного стола после внедрения инструмента включается в момент достижения величины N необходимого значения. В описываемом конкретном процессе набор параметров следующий: Pz — 20 кН, n — 400 об/мин, V — 4 мм/с, N — 8 кВт. Охлаждение инструмента в процессе работы производится внешним потоком воздуха, как это показано на рис. 4. Результат сварки представлен на рис. 5. На рис. 6 приведен макрошлиф поперечного сечения сварного шва.

Рис. 5. Результат сварочного процесса

Рис. 6. Макрошлиф поперечного сечения сварного шва
Рабочий инструмент изготавливается из инструментальной стали 4Х5МФС. Максимальная температура материала заготовок при сварке не превышает +550 °C, что обеспечивает длительный ресурс работы инструмента. На настоящий момент геометрия рабочего инструмента и материалы для его изготовления достаточно изучены [12]. В экспериментальных целях по нашей просьбе сотрудниками Института лазерных и сварочных технологий СПбГМТУ был изготовлен гибридный инструмент путем прямого лазерного нанесения [11] материала Stellite 6 на основу из сплава 4Х5МФС (рис. 7). Качество сварного шва, полученного данным инструментом, не имеет каких-либо отличий.

Рис. 7. Композитный инструмент 4Х5МФС-Stellite 6
Очевидным преимуществом технологии сварки трением с перемешиванием является существенное снижение трудоемкости изготовления охладителей увеличенных габаритов с сохранением физических свойств материала по всему объему изделия. Предпочтительной при этом остается сварка длинномерных исходных профилей с последующей нарезкой. В машиностроении описываемый сварочный процесс дает максимальный экономический эффект при изготовлении крупногабаритных заготовок из алюминиевых сплавов [13]. Соответствующее технологическое оборудование функционально подобно конфигурации строгального станка с повышенными требованиями к жесткости конструкции.

Рис. 8. Макет жидкостного охладителя
Технология сварки трением с перемешиванием позволяет изготавливать жидкостные охладители путем приварки к фрезерованному основанию пластины нахлесточным швом. На рис. 8 показан макет такой конструкции. Для изучения дальнейшего применения данного процесса сварки нами были изготовлены макеты алюминиевых и медных компенсаторов (рис. 9).
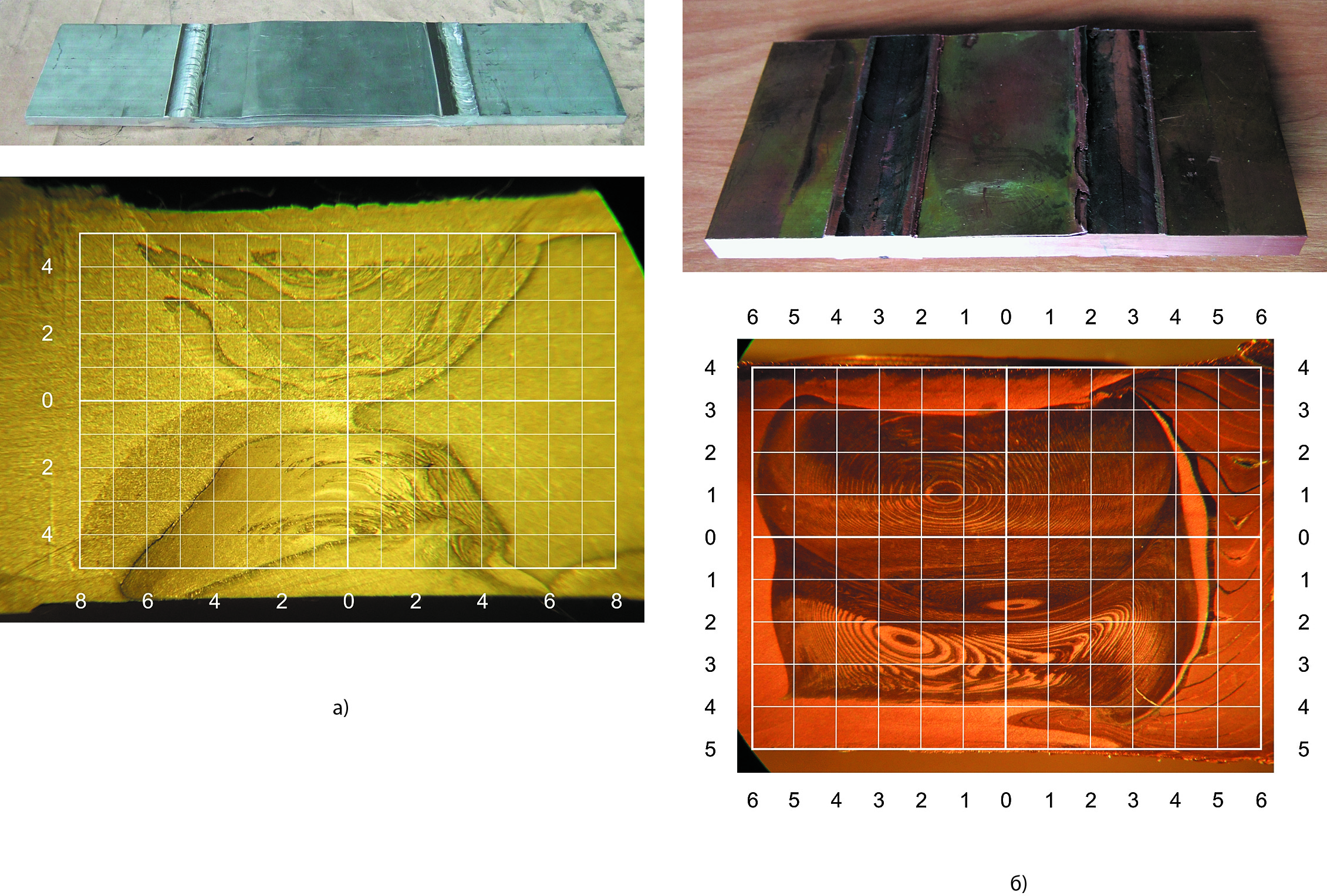
Рис. 9. Макеты компенсаторов:
а) макет алюминиевого компенсатора;
б) макет медного компенсатора.
Комбинация: шина (s = 10 мм) — фольга (s = 0,3 мм) — шина (s = 10 мм).
Общий вид и макрошлиф поперечного сечения. Цена деления 1 мм
Приведенные результаты опытных технологических работ, выполненных на машиностроительном факультете Чувашского государственного университета при помощи и доброжелательном отношении сотрудников факультета, позволяют сделать вывод о перспективности применения технологии сварки трением с перемешиванием в процессе изготовления изделий силовой электроники с целью снижения трудоемкости производства и сохранения качества продукции.
- ГОСТ 4784-97 «Алюминий и сплавы алюминиевые деформируемые. Марки».
- elvpr.ru/poluprovodnikprib/ohladiteli/index1.php
- tekhnologika.ru/cooling-radiators/
- ligra-spb.ru/Profile.htm
- Mishra R. S., Mahoney M. W. Friction Stir Welding and Processing. ASM International, 2007.
- Третяк Н. Г. Сварка трением с перемешиванием алюминиевых сплавов // Автоматическая сварка. 2002. № 7.
- Клименко Ю. В. А. с. 195846 СССР. Способ сварки металлов трением // Б. И. 1967. Вып. 10.
- Васильев П. А., Малов И. А., Смирнов В. М., Христофоров О. В. Выпрямители серии В-ТППТ для оснащения гальванического производства. Новые технологии в производстве изделий силовой электроники // Силовая электроника. 2014. № 5.
- Васильев П. А., Шведов М. А., Христофоров О. В., Григорьев В. С. Шинопроводы алюминий-медь. Новые возможности // Силовая электроника. 2017. № 1.
- Васильев П. А., Осанов В. Н., Евграфов А. В., Калинин А. Г., Шведов М. А., Христофоров О. В., Григорьев В. С. Установка фрикционной сварки ERNEST // Заготовительные производства в машиностроении. 2017. Т. 15. № 9.
- Туричин Г. А., Климова О. Г., Земляков Е. В., Бабкин К. Д., Сомонов В. В., Шамрай Ф. А., Травянов А. Я., Петровский П. В. Технологические основы высокоскоростного прямого лазерного выращивания изделий методом гетерофазной порошковой металлургии // Фотоника. № 4.
- Rai R., De A., Bhadeshia H. K. D. H., DebRoy T. Review: friction stir welding tools // Science and Technology of Welding and Joining. Vol. 16. No. 4.
- Бакшаев В. А., Васильев П. А. Сварка трением с перемешиванием в производстве крупногабаритных изделий из алюминиевых сплавов // Цветные металлы. 2014. № 1.
 4 марта, 2020
4 марта, 2020 24 марта, 2025
24 марта, 2025 10 июля, 2022
10 июля, 2022