
Новые технологии в производстве изделий силовой электроники
Типовые охладители с развитой поверхностью изготовляются способом экструзии из алюминиевых сплавов типа АД31. Технологический процесс производства освоен многими поставщиками, стоимость определяется массой конкретного охладителя. Однако экструзионный способ изготовления имеет принципиальный недостаток: ограниченный поперечный размер профиля, определяемый механическими характеристиками прессового оборудования. По этой причине охладители, предназначенные для рассеивания киловаттных мощностей, являются сборочными узлами, состоящими из элементов, соединенных между собой механическим способом либо сваркой. Классическая электродуговая сварка — нетипичный технологический метод в приборостроении, значительно удорожающий процесс производства.
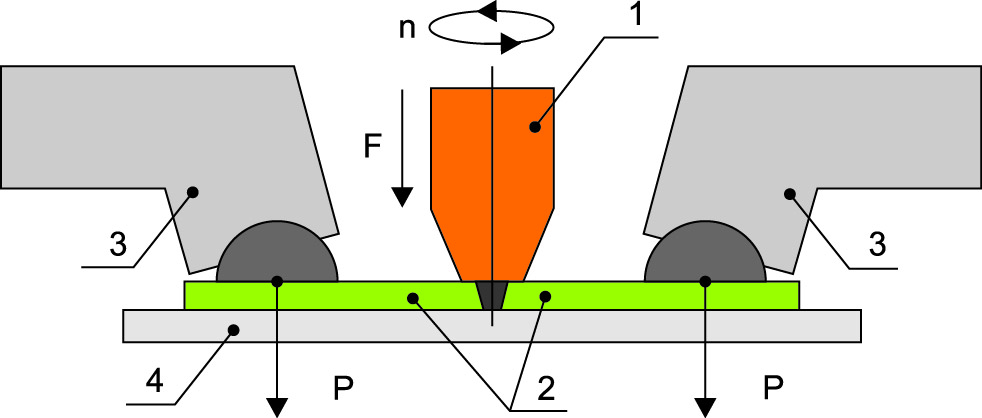
Рис. 1. Условное изображение процесса сварки трением с перемешиванием
В современном машиностроении при серийном выпуске изделий из алюминиевых сплавов все большее распространение находит процесс сварки трением с перемешиванием — СТП. Принцип его показан на рис. 1. Соединяемые детали (2) фиксируются в технологической оснастке прижимами (3) на подложке (4), далее вращающийся с частотой n инструмент (1) специальной формы с определенным усилием F внедряется в стык и движется вдоль него со скоростью V. На рис. 2 показан типовой инструмент для сварки алюминиевых сплавов. Опорная часть инструмента — sholder — представляет собой поверхность с выборкой в виде спирали, выступающая часть — pin — конус с резьбовой нарезкой и обработанными поверхностями. При вращении инструмента за счет сил трения происходит разогрев обрабатываемой поверхности материала стыка до температуры 450–500 °С с переходом его в пластическое состояние. При этом происходит перенос материала с поверхности вглубь, в направлении корня шва. Основные технологические параметры процесса — усилие F, частота вращения инструмента n и скорость сварки V. Параметры F и n задают величину выделяемой тепловой энергии Q, параметр V является вторичным и представляет собой функцию Q и характеристик обрабатываемого соединения: толщины материала, его теплопроводности и теплопередачи на оснастку. При возрастании в определенных пределах Q линейно растет V. В результате получается сварной шов с физическими свойствами, неотличимыми от свойств самого металла. При этом не происходит плавления металла и последующих деформаций после кристаллизации, также отсутствуют вредные побочные эффекты — световое излучение и выброс аэрозолей. Сварка производится в один проход со скоростью, превышающей скорость аргонодуговой сварки. Набор параметров F, n и V строго индивидуален для каждого вида сплава и толщины соединяемых деталей и определяется опытным путем.
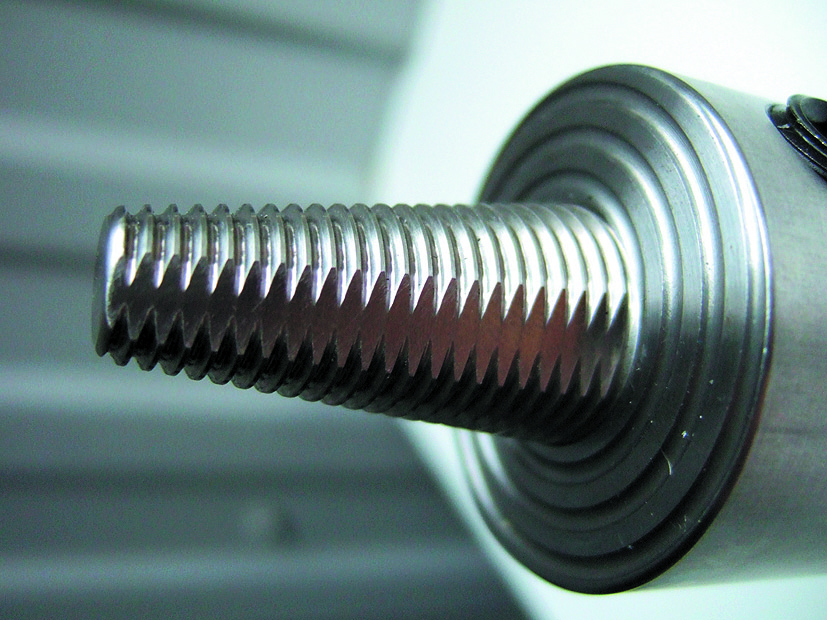
Рис. 2. Типовой инструмент для сварки трением с перемешиванием алюминиевых сплавов
На сегодня физика процесса достаточно хорошо изучена и описана в литературе [1–3]. Эффект сварки трением с перемешиванием впервые был открыт в России в 1967 году [4], однако реализован был лишь в 1990-е годы за рубежом. Проблема заключалась в сложности и дороговизне необходимого технологического оборудования, которое могло оправдать себя лишь при крупнотоннажном производстве, прежде всего изделий из алюминиевых сплавов. Алюминиевые сплавы обладают меньшей механической прочностью по сравнению с остальными конструкционными металлическими материалами, что позволяет применять инструмент из обычной инструментальной быстрорежущей стали, ресурс инструмента может достигать 2000 м шва. Разработана технология сварки деталей из нержавеющей стали инструментом из поликристаллического нитрида бора с ресурсом инструмента несколько сотен метров [5].

Рис. 3. Расположение заготовок охладителя в оснастке для выполнения СТП
В России процесс СТП впервые был внедрен в производстве на РКЗ «ГКНПЦ им. М. В. Хруничева» [6] при сварке тонкостенных ресиверов. В настоящее время СТП успешно применяется на чебоксарском предприятии «Сеспель» при изготовлении автомобильных полуприцепов-цистерн из алюминиевого сплава АМг5 [7]. В порядке эксперимента нами были выполнены работы по сварке охладителей увеличенного размера из прессованных профилей. На рис. 3 показана схема сварки. Заготовки (1) фиксируются вкладышами (4, 5), установленными на промежуточной пластине (3), опирающейся на подложку (2). Конструкция в целом стягивается крепежом (6). Инструмент (7) с частотой вращения 700 об/мин вводится в стык соединяемых заготовок с усилием 700 кгс и перемещается вдоль него со скоростью 20 см/мин. Особенностью технологического процесса СТП являются возникающие большие механические усилия: по оси инструмента и в плоскости сварки. По этой причине применяемая оснастка должна обладать значительной жесткостью. Также необходимо исключить зазор в стыке между деталями — наличие зазора способствует появлению пустот в сварочном шве.

Рис. 4. Результат сварки заготовок на лабораторной установке
На рис. 4 показан результат сварки. Толщина основания охладителя 4 мм, сварка производилась инструментом с рабочей частью высотой 3 мм, что достаточно для перемешивания материала на необходимую глубину. Результаты испытаний на статическое растяжение показали предел прочности сварного шва в пределах 193–201 МПа. Данная величина ниже соответствующего значения 250 МПа исходного материала состояния поставки Т1, однако достаточна в условиях применения охладителей. При необходимости предел прочности можно довести до исходной величины путем проведения закалки и последующего старения. Описанный эксперимент выполнен на лабораторной установке, изготовленной на предприятии «Сеспель». По результатам эксперимента на промышленной установке на предприятии была изготовлена опытная партия охладителей, показанная на рис. 5. Таким образом, процесс СТП является, на наш взгляд, наиболее оптимальным решением проблемы изготовления охладителей увеличенных размеров. Ограничивающим фактором его применения можно назвать необходимость изготовления индивидуальной оснастки для каждого типа изделия.
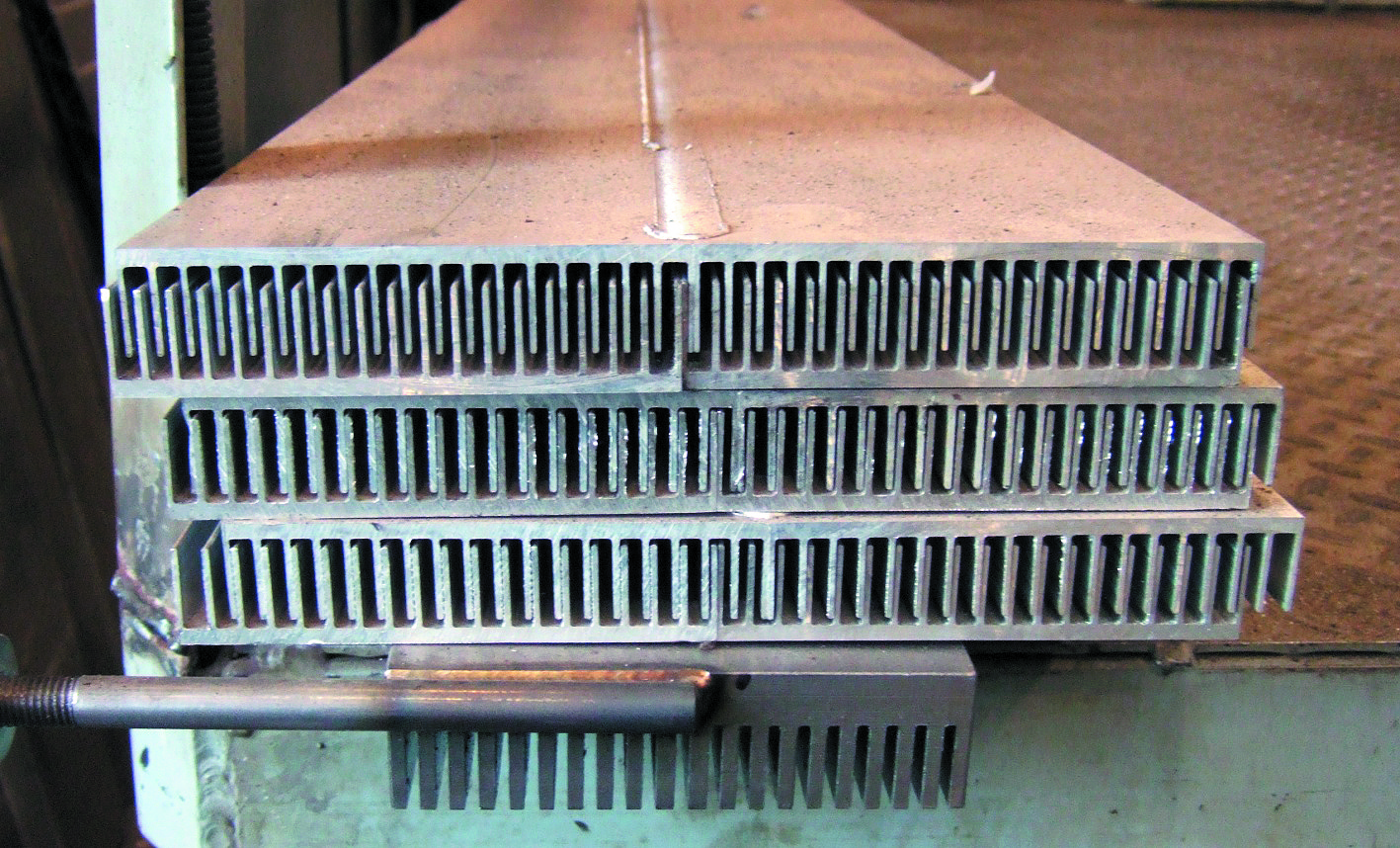
Рис. 5. Опытная партия охладителей, сваренная на промышленной установке
Помимо тривиального процесса сварки стыковым швом, СТП можно успешно применять при изготовлении охладителей с жидкостным охлаждением. На рис. 6 показан результат приварки пластины из сплава АМг5 толщиной 1,5 мм к основанию нахлесточным швом. Очевидно, что таким образом можно получать конструктивы с внутренними полостями различной геометрии.

Рис. 6. Приварка пластины к основанию нахлесточным швом:
а) лицевая сторона шва;
б) обратная сторона
Новые технологические возможности открываются при сварке силовых шинопроводов способом СТП. Как следует из вышеизложенного, при этом не требуется специализированное сварочное оборудование со всеми его атрибутами. Также нет необходимости в квалифицированном персонале и его защите от вредных условий труда. Нами были получены опытные образцы сварных швов Al-Al и Cu-Cu из заготовок сплавов АД0 и М1 толщиной 10 мм. На рис. 7 показан результат испытаний алюминиевого образца сварного шва на статическое растяжение. Предел прочности 151 и 155 МПа. Как можно видеть, результаты положительные. На рис. 8 приведен макрошлиф поперечного сечения сварного шва. На рис. 9 показан результат сварки двух параллельно расположенных медных шин двухсторонним швом инструментом с рабочей частью высотой 5 мм. На рис. 10 представлен макрошлиф сварного шва, измеренный предел прочности сварного соединения составил 222 МПа.
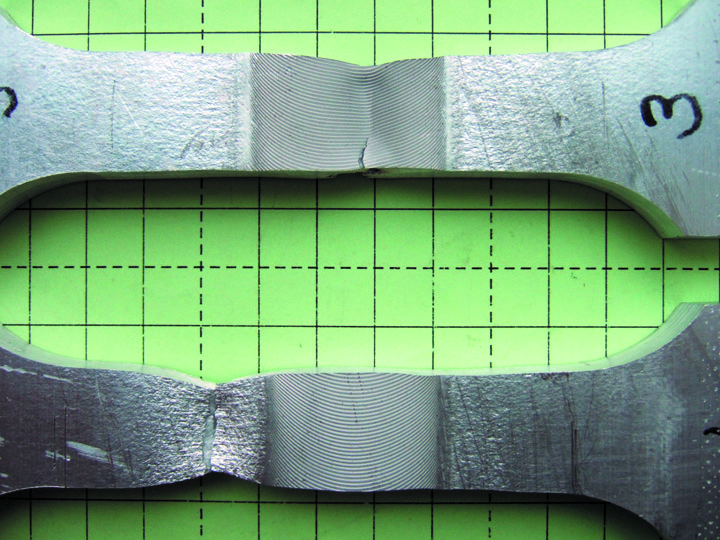
Рис. 7. Результат испытания образца сварного шва из сплава АД0 на статическое растяжение
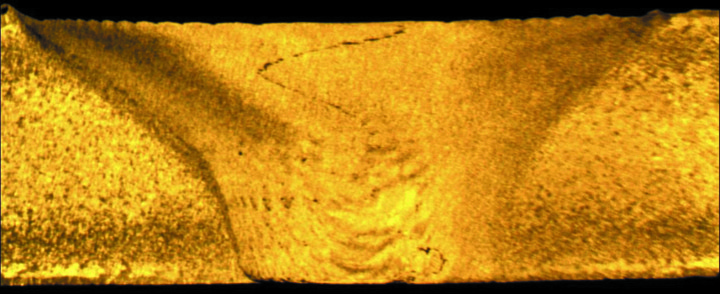
Рис. 8. Макрошлиф поперечного сечения образца сварного шва из сплава АД0

Рис. 9. Результат сварки медных шин из сплава М1 толщиной 10 мм

Рис. 10. Макрошлиф поперечного сечения образца двухстороннего сварного шва из сплава М1
Большой интерес представляет возможность сварки между собой алюминиевых и медных шинопроводов, что практически недостижимо обычным способом. В литературе [8] описывается процесс сварки трением с перемешиванием алюминиевых АА5754 и медных С1 1000 пластин толщиной 3,175 мм. Исследована макро- и микроструктура сварного шва, а также его электрическое сопротивление как функция параметров сварки. Необходимо отметить, что из-за отличия механических свойств алюминиевых и медных сплавов применительно к рабочей температуре процесса сварки его проведение требует специальных технологических приемов.
На основании вышеизложенного можно сделать вывод о перспективности внедрения процесса СТП в производство изделий силовой электроники как для снижения трудоемкости изготовления, так и для повышения качества продукции. Положительным фактором при этом является возможность автоматизации в части обеспечения постоянства рабочих параметров в процессе сварки и исключения тем самым человеческого фактора. В литературе [9] описан опыт внедрения сварки алюминиевых шинопроводов на Новочеркасском электровозостроительном заводе. Как отмечалось выше, необходимое для сварки технологическое оборудование должно обладать значительной механической жесткостью и, следовательно, массивностью. Однако предъявляемые к нему требования по допускам к координатам перемещения инструмента значительно ниже соответствующих требований к механообрабатывающим станкам, что облегчает его изготовление. Предлагаемое на нашем рынке оборудование европейских и американских производителей характеризуется завышенными ценами. Принимая во внимание опыт по проектированию, изготовлению собственными силами и эксплуатации специализированного оборудования, мы считаем, что эта задача может быть решена отечественными производителями металлообрабатывающих станков.
- Friction Stir Welding and Processing. Rajiv S. Mishra and Murray W. Mahoney editors. ASM International. 2007.
- Ищенко А. Я., Подъельников С. В., Покляцкий А. Г. Сварка трением с перемешиванием алюминиевых сплавов // Автоматическая сварка. 2007. № 11.
- Котлышев Р. Р. Сварка трением с перемешиванием. Ростов-на-Дону: Издательский центр ДГТУ, 2012.
- Клименко Ю. В. Способ сварки металлов трением. Авторское свидетельство (СССР) № 195846 // Б. И. 1967. Вып. 10.
- Rai R., De A., Bhadeshia H. K. D. H., DebRoy T. Review: friction stir welding tools // Science and Technology of Welding and Joining. Vol. 16. No. 4.
- Половцев В. А., Макаров Н. В., Шилло Г. В., Сабанцев А. В., Смирнова Т. Н., Штрикман М. М. Фрикционная сварка алюминиевых лейнеров металлокомпозитных баллонов высокого давления // Сварочное производство. 2007. № 12.
- Бакшаев В. А., Васильев П. А. Сварка трением с перемешиванием в производстве крупногабаритных изделий из алюминиевых сплавов // Цветные металлы. № 1.
- Akinlabi E. T., Akinlabi S. A. Effect of Heat Input on the Properties of Dissimilar Friction Stir Welds of Aluminium and Copper // American Journal of Materials Science. 2(5).
- Людмирский Ю. Г., Котлышев Р. Р., Огрызко С. И., Райков Р. В. Сварка трением с перемешиванием токоведущих шин электровозов // Сварка и диагностика. 2013. № 3.