
Седьмое поколение IGBT-модулей с новой SLC-технологией
IGBT-модули используются в самых разных областях техники, но требования к ним практически во всех применениях идентичны: компактность, высокая плотность мощности, надежность, эффективность и приемлемая стоимость. Для улучшения данных характеристик была разработана новая серия NX7 промышленных IGBT-модулей с использованием кристаллов седьмого поколения и уникальной технологии корпусирования SLC. IGBT-кристаллы седьмого поколения имеют CSTBT-структуру (Carrier Stored Trench Gate Bipolar Transistor) траншейного типа и обладают сниженными статическими и динамическими потерями [2]. Но снижение потерь в полупроводнике — это только первый шаг к увеличению плотности мощности в модуле. Вторым шагом является снижение теплового сопротивления Rth, что позволяет повысить выходную мощность для конкретной температуры и снизить перепад температур кристалл–основание. Таким образом, снижение Rth позволяет создать более компактный и надежный силовой модуль, а SLC-технология снижает тепловое сопротивление и увеличивает количество коротких и длинных термоциклов.
SLC-технология
SLC (SoLid Cover — «жесткое покрытие») — новейшая технология корпусирования силовых модулей, позволяющая достичь высокой надежности и тепловой проводимости [3]. Сравнение новой структуры корпуса с классической показано на рис. 1.

Рис. 1. Сравнение SLC и традиционной структуры корпуса
В качестве изоляционного материала между силовой частью с полупроводниковыми чипами и основанием модуля обычно используется металлизированная керамика. Данный изоляционный слой соединен с медным основанием с помощью пайки. Слабым местом в такой комбинации материалов является несовпадение коэффициентов теплового расширения (КТР) керамики, припоя и меди. Это несоответствие ведет к постепенному разрушению слоя пайки из-за регулярных изменений температуры и ограничивает тем самым срок службы модуля. Способность модуля противостоять этому разрушению определяется его характеристикой длинных термоциклов. В технологии SLC вместо керамики используется резиновая изоляция, имеющая КТР, близкий к меди. Базовая плита модуля и слой пайки устранены за счет того, что верхний и нижний слои меди могут быть присоединены к резиновой изоляции напрямую. За счет такого изолированного металлического основания (Insulated Metal Baseplate, IMB) количество термоциклов значительно возрастает. Текущий статус тестирования на количество длинных термоциклов показан на рис. 2. Сейчас достигнуто значение 40 тыс. циклов при разнице температур 80 К. Данный результат уже в семь раз лучше, чем для обычных модулей, но тестирование все еще продолжается. Более того, как показано на рис. 2, после 40 тыс. циклов никакого разрушения не выявлено. Таким образом, ожидается еще более высокая устойчивость новой серии модулей к длинным термоциклам.

Рис. 2. Результат тестов на длинные термоциклы
В модулях классической структуры размер изоляционных керамических пластин ограничен, так как механическое напряжение в слое пайки при термоциклировании возрастает с увеличением размера пластин. Поэтому обычно в модулях с размерами основания 122×62 мм применяются две или три керамические пластины (рис. 3). Новая SLC-технология, напротив, предполагает использовать для крепления всех чипов единую общую медную пластину. За счет такого решения полезная площадь для размещения чипов увеличивается, а также устраняются проводники, соединяющие отдельные пластины, что уменьшает паразитную индуктивность и активное сопротивление в модуле. То есть данная структура является одним из ключевых элементов SLC-технологии по достижению компактности и высокой плотности мощности.

Рис. 3. Структура изоляции классического модуля серии NX и выполненного по SLC-технологии
Помимо устойчивости к длинным термоциклам, надежность модуля также определяется его стойкостью к коротким термоциклам. Слабым звеном здесь является место соединения токонесущих проводников и чипа. При протекании тока проводники и чипы разогреваются, а далее работает тот же механизм, что и с длинными циклами, — разрушение соединения из-за различных КТР проводника и чипа. В новых модулях токовые проводники, как и все внутреннее пространство модуля, покрыты твердой эпоксидной смолой вместо мягкого силиконового геля. Благодаря жесткости эпоксидной смолы механическое напряжение в проводнике распределяется более равномерно по всей его длине (рис. 4).
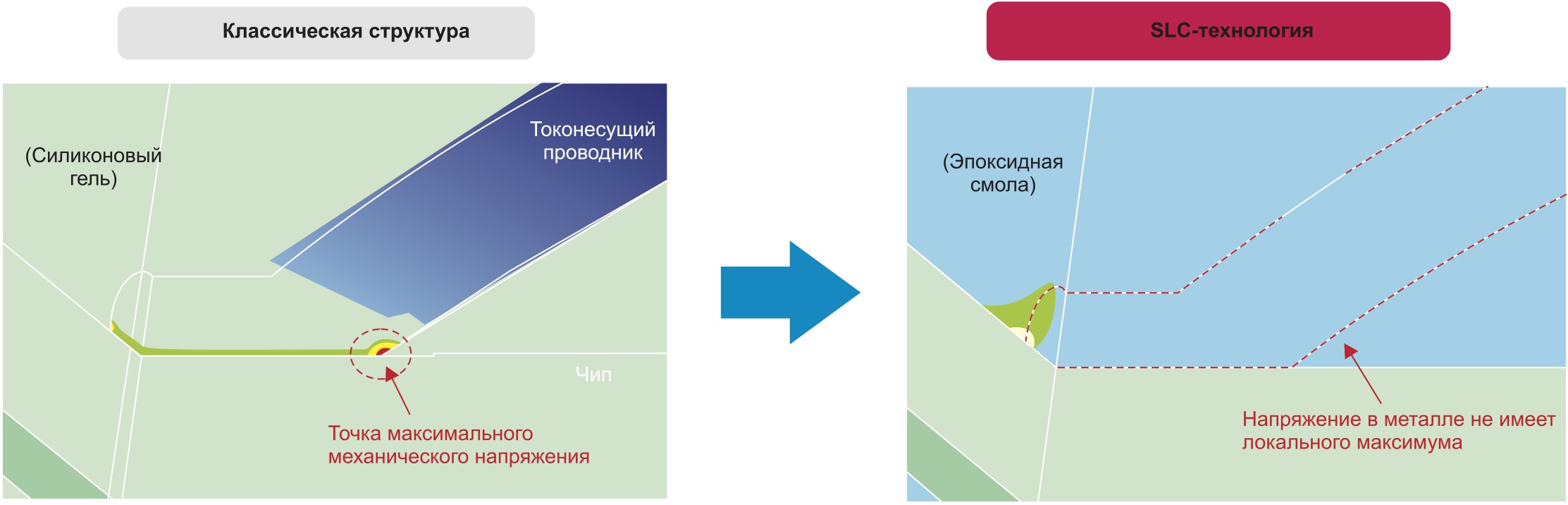
Рис. 4. Распределение механического напряжения в токонесущем проводнике в классической и SLC-технологиях
В обычных модулях, заполненных гелем, механическое напряжение в проводнике не столь равномерно и имеет локальный максимум. В предыдущем шестом поколении модулей уже была использована технология крепления алюминиевых проводников, улучшающая стойкость к коротким термоциклам. Однако ее комбинация с SLC-структурой дает еще лучшие результаты, притом что остается преимущество в стоимости перед медными проводниками. Сравнение устойчивости к коротким термоциклам между предыдущей и новой серией показано на рис. 5.

Рис. 5. Кривые коротких термоциклов для классической и SLC-технологий
Для дальнейшего улучшения стойкости модулей к коротким термоциклам необходимо уменьшить перепад температур кристалл–основание. Этого можно достичь за счет уменьшения теплового сопротивления модуля. Кроме того, это уменьшит максимальную температуру чипов, а ведь именно она обычно выступает ограничивающим фактором в применениях с постоянной нагрузкой.
SLC-структура имеет пониженное тепловое сопротивление с целью уменьшения температуры кристаллов и увеличения количества коротких термоциклов. Вместо слоя пайки, имеющего плохую тепловую проводимость, в ней используется прямое соединение медь–резина–медь, при этом активная площадь намного выше в сравнении с керамикой. Толщина слоев выбрана таким образом, что обеспечивает оптимальное соотношение между изоляционными свойствами, надежностью и тепловым сопротивлением. Благодаря этой оптимизации тепловое сопротивление кристалл–основание Rth(j–c) стало приблизительно на 30% ниже, чем у классических модулей, представленных на рынке (с использованием оксида алюминия Al2O3 в качестве изоляции).
В обычных модулях с медным основанием и керамической изоляцией искривление базовой плиты является существенной проблемой. Возникает оно из-за биметаллического эффекта при изменении температуры, вызванного несовпадением КТР. Это искривление ухудшает тепловой контакт между базовой плитой модуля и радиатором Rth(c–s). В модулях, собранных по технологии SLC, коэффициенты теплового расширения всех материалов идентичны, и изгибания основания модуля не происходит. Для улучшения теплового контакта между основанием модуля и радиатором используется специальный теплопроводящий материал с изменяемой фазой (Phase Change Thermal Interface Material, PC-TIM), толщина которого существенно меньше, чем слоя термопасты в обычных модулях. В итоге за счет использования технологии SLC результирующее тепловое сопротивление кристалл–радиатор было уменьшено более чем на 30% в сравнении с классическими модулями при одинаковых размерах чипов. Высокие тепловые характеристики являются одним из основных условий создания надежных модулей с повышенной плотностью мощности (рис. 6).

Рис. 6. Сравнение теплового сопротивления при одинаковых размерах чипов
Кристаллы седьмого поколения в линейке NX7
Помимо технологии SLC, в модулях NX7 были использованы новые чипы с улучшенными характеристиками. Кристаллы седьмого поколения имеют сниженное напряжение насыщения коллектор–эмиттер, а также уменьшенные динамические потери выключения. Полупроводниковая структура была оптимизирована для лучшего контроля dV/dt при изменении сопротивления затвора. За счет использования диодов RFC (Relaxed Field Cathode — «катод с ослабленным полем») удалось также снизить статические и динамические потери в диоде, сохранив при этом процесс обратного восстановления «мягким» [2].

Рис. 7. Полумостовой IGBT-модуль 7-го поколения серии NX
Все характеристики новых кристаллов были измерены и занесены в базу данных программы MelcoSim [1], которая представляет собой симулятор для расчета тепловых потерь в модулях «Мицубиси Электрик». В результате для класса 1200 В разница в потерях составила 15% в сравнении с модулями предыдущей серии NX6 при типовых параметрах применения. Чтобы ускорить процесс сборки преобразователей на стороне заказчика, все модули линейки NX7 будут поставляться с двумя опциями: термоинтерфейсом PC-TIM и пружинными контактами PressFit. В таблице показана полная линейка модулей NX7 с технологией SLC, позволяющая покрыть широкий диапазон промышленных применений различной мощности.
|
Топология |
Размеры, мм |
IC, A |
||
|
650 В |
1200 В |
1700 В |
||
|
2-в-1 |
62×152 |
|
225 |
|
|
300 |
||||
|
450 |
||||
|
600 |
||||
|
114×110 |
|
1000 |
|
|
|
6-в-1 |
62×122 |
100 |
||
|
150 |
||||
|
200 |
||||
|
7-в-1 |
77×137 |
150 |
100 |
|
|
200 |
150 |
|
||
Производительность новых чипов и SLC-технология
Об основных свойствах новых кристаллов уже было рассказано выше. Но чтобы лучше понять их вклад в работу преобразователя в целом, рассмотрим эти свойства на конкретном профиле нагрузки с типовыми условиями работы инвертора. В результате расчета потерь в диодах и IGBT, по профилю нагрузки может быть построен профиль суммарных потерь в модуле. Далее, при известном тепловом импедансе, из профиля потерь строится профиль температуры. И в конечном итоге, сопоставив полученный профиль температуры с диаграммой термоциклов модуля, рассчитывается время его наработки на отказ [4].
На рис. 8 показан пример такого алгоритма теплового расчета модуля в относительных единицах. Расчет в среде MelcoSim показал, что суммарные потери в чипах седьмого поколения снижены на 15%. А тепловое сопротивление, за счет применения технологии SLC, меньше на 30%. Сопоставив обе характеристики, можно построить профиль температуры, по которому видно, что перепад температуры составляет 60% по сравнению с обычными модулями с керамической изоляцией. Также рисунок показывает, что при одних и тех же потерях перепад температур для обычных модулей составляет 50 К, в то время как для NX7 — 30 К. Из этого следует, что количество коротких термоциклов для новых модулей более чем в 10 раз выше. А при том же количестве циклов перепад температур может быть увеличен до 57 К, что соответствует на 50% большей выходной мощности.

Рис. 8. Пример профиля нагрузки и расчета коротких термоциклов для двух технологий
Заключение
Была разработана новая серия IGBT-модулей «Мицубиси» на 600, 1200, 1700 В с широким диапазоном рабочих токов в хорошо зарекомендовавших себя корпусах NX. Она сочетает в себе новейшие кристаллы транзисторов и диодов, а также уникальную технологию корпусирования SLC.
Новые IGBT-модули позволяют построить инверторы с большими выходными токами, высокой плотностью мощности и улучшенным временем наработки на отказ (увеличено количество коротких и длинных термоциклов) и являются отличным решением для большинства применений в промышленной силовой электронике
- mitsubishielectric.com/semiconductors/simulator/
- Radke, K. Masuda. 7th Gen. IGBT and Diode Chip-set Enabling Highest Performance Power Modules // Bodo’s Power Systems. 2015.
- Ohara. A New IGBT Module with Insulated Metal baseplate (IMB) and 7th Generation Chips // PCIM Europe. 2015.
- mitsubishielectric.com/semiconductors/files/manuals/igbt_nx_note_e.pdf
 12 апреля, 2020
12 апреля, 2020 5 сентября, 2011
5 сентября, 2011