
Продвинутые источники сварочного тока
За долгие годы существования технологии электрической сварки металлов источники питания сварочной дуги также прошли длительный эволюционный путь, начиная от гальванической батареи и заканчивая современными инверторными сварочными аппаратами. Сам процесс эволюции определялся, с одной стороны, технологическими потребностями, а с другой — возможностями доступной элементной базы, позволяющей строить мощные источники тока. Практически до середины прошлого века источники сварочного тока (ИСТ) в основном строились на основе трансформаторов, работающих на частоте промышленной сети, а также электромашинных преобразователях. Появление мощных ионных, а затем и полупроводниковых ключей позволило резко улучшить эксплуатационные характеристики ИСТ, а также снизить их массо-габаритные показатели.
По сложившейся ныне традиции, ИСТ разделяют на электромашинные (которые практически уже не используются), трансформаторные и инверторные.
Основой трансформаторного и инверторного ИСТ является сварочный трансформатор (СТ), который используется для гальванической развязки сварочной цепи, а также для уменьшения сетевого напряжения до уровня рабочего напряжения дуги.
Трансформаторные источники имеют СТ, работающий непосредственно на частоте питающей сети переменного тока, которая, в зависимости от принятого стандарта, составляет 50/60 Гц. Из-за относительно низкой рабочей частоты СТ массо-габаритные показатели таких ИСТ получаются весьма значительными.
Инверторные источники имеют в своем составе электронный преобразователь частоты (инвертор), который тем или иным образом повышает частоту сети. Переменный ток повышенной частоты затем, с выхода инвертора, подается на СТ. Благодаря более высокой рабочей частоте, СТ инверторного источника получается менее крупным. При этом, даже при наличии дополнительного узла (преобразователя частоты), инверторные ИСТ имеют меньшие габариты и массу по сравнению с трансформаторными.
Однако, несмотря на, казалось бы, серьезные преимущества, на рынке сварочного оборудования инверторные ИСТ до настоящего времени не смогли полностью вытеснить трансформаторные. Это происходит потому, что, во-первых, массогабаритные показатели ИСТ не всегда имеют решающее значение, а во-вторых, для сварки на переменном токе промышленной частоты трансформаторные ИСТ более предпочтительны. Дело в том, что благодаря простоте, надежности и дешевизне трансформаторные ИСТ остаются достаточно привлекательными для основных технологий сварки на переменном токе, таких как TIG, MIG и MMA. При этом рынок сварочного оборудования поделен таким образом, что сварочные источники постоянного тока в основном инверторные, а сварочные источники переменного тока и универсальные — в основном трансформаторные. И поэтому, несмотря на все более широкое использование инверторных источников постоянного тока, классические трансформаторные источники переменного тока еще не потеряли свою актуальность.
Благодаря сохранению актуальности продолжается работа по дальнейшему улучшению трансформаторных ИСТ, которые в результате подобных улучшений вплотную приближаются к инверторным, а порой и превосходят их по отдельным параметрам. Условимся называть подобные источники улучшенными, или продвинутыми трансформаторными ИСТ. При этом суть продвинутого источника заключается в максимальном использовании трансформатора и уменьшении, за счет компенсации реактивной мощности, тока, потребляемого из сети. Рассмотрим продвинутые ИСТ, предназначенные для технологий TIG и MMA, которые, по мнению автора статьи, являются наиболее интересными. Однако перед этим определим основные требования к ИСТ и, чтобы подчеркнуть контраст, обратим внимание на основные недостатки классических трансформаторных источников.
Основные требования к ИСТ
При нормальной плотности тока 10-20 А/мм2, характерной для ручной сварки в воздухе и в защитных газах, дуга имеет жесткую статическую вольт-амперную характеристику (ВАХ). Напряжение дуги, горящей в воздухе, можно найти по формуле [4]:
где Iсв — сварочный ток.
На практике из-за колебаний длины дуги ее напряжение может изменяться в большую или меньшую сторону относительно рассчитанного значения. Для обеспечения высокого качества сварки ИСТ должен удовлетворять следующим основным требованиям:
- при изменении длины дуги изменения сварочного тока должны быть минимальными;
- напряжение холостого хода ИСТ должно в 1,8-2,5 раза [5, 7] превышать напряжение дуги;
- ток короткого замыкания ИСТ не должен превышать удвоенного значения сварочного тока.
Выполнение первого требования особенно актуально при ручной сварке, когда необходимая длина дуги поддерживается сварщиком вручную. Выполнение второго требования гарантирует устойчивое начальное и повторное зажигание дуги переменного тока.
В процессе сварки металл с расплавленного кончика электрода переносится в сварочную ванну. В переносе металла, кроме силы тяжести и газового дутья, большую роль играет эффект сжатия («пинч-эффект»), который обусловлен магнитным полем, возбуждаемым сварочным током. Благодаря этому эффекту расплавленный металл электрода разрывается на отдельные капли, которые с ускорением вводятся в сварочную ванну. При этом часть металла в виде брызг выбрасывается из зоны сварки, что ухудшает прочность и внешний вид сварочного шва. Выполнение третьего из вышеперечисленных требований гарантирует уровень разбрызгивания металла на некотором допустимом уровне. На рис. 1 изображен возможный вид внешней ВАХ источника, удовлетворяющей поставленным условиям.

Рис. 1. Желаемая внешняя ВАХ ИСТ
Подобная ВАХ называется круто падающей и может быть получена включением последовательно с вторичной обмоткой СТ активного или реактивного сопротивления Хф (рис. 2).

Рис. 2. Схема формирования внешней характеристики ИСТ
В этом случае напряжение холостого хода Uxx ИСТ равно напряжению U2 на вторичной обмотке СТ, а ток короткого замыкания можно найти по формуле Iкз = U2/Хф. С помощью изменения величины можно изменять ток короткого замыкания Iкз, а следовательно, и сварочный ток Iсв (рис. 3).

Рис. 3. Регулировка сварочного тока
Для примера смоделируем с помощью программы LTSpice различные варианты формирования внешней ВАХ ИСТ. Предварительно считаем, что нам нужен сварочный источник переменного тока, обеспечивающий максимальный сварочный ток 150 А при питании от сети 220 В/50 Гц.
Модель электрической дуги переменного тока
В библиотеке LTSpice, к сожалению, отсутствует модель сварочной дуги. Поэтому такую модель придется создавать самим из стандартных элементов, имеющихся в библиотеке LTSpice.
Напряжение дуги имеет нелинейную зависимость от тока дуги Iсв. Однако на интересующем нас участке ВАХ почти линейна и неплохо описывается уравнением (1). Эту зависимость можно имитировать при помощи диода, модель которого имеет пороговое напряжение прямой проводимости Vfwd = 20 В, а сопротивление прямой проводимости Ron = 0,04 Ом (рис. 4). Такая модель хорошо подходит для имитации дуги постоянного тока, и ее параметры определяются при помощи директивы “.model Duga D(Ron=40m Roff=33k Vfwd=20)”.

Рис. 4. Простейшая модель дуги постоянного тока
Для создания простейшей модели дуги переменного тока можно использовать две модели дуги постоянного тока, включенные встречно-параллельно, или один диод с равными прямыми и обратными параметрами проводимости и порогового напряжения. Простейшая модель дуги переменного тока на основе диода определяется директивой “.model Duga D(Ron=40m Roff=33k Vfwd=20 Vrev=20)” (рис. 5). Однако эта модель не отражает важную особенность дуги, которая состоит в том, что в конце каждого полупериода дуга переменного тока гаснет, и для повторного зажигания к ней нужно приложить повышенное напряжение. Напряжение повторного зажигания зависит от многих факторов, таких, например, как длина и ток дуги, материал обмазки и электрода, а также длительности бестоковой паузы, предшествующей повторному зажиганию. Кроме этого, напряжение повторного зажигания зависит от полярности напряжения, приложенного к дуговому промежутку. Если при прямой полярности («плюс» на изделии) требуется небольшое повышение напряжения, то при обратной полярности («минус» на изделии) напряжение повторного зажигания может превышать нормальное напряжение дуги в 1,5-3 раза [5].

Рис. 5. Простейшая модель дуги переменного тока
Относительно корректная модель дуги переменного тока показана на рис. 6. На рабочем участке дуги ее поведение моделируется источниками напряжения V1 (для прямой полярности) и V2 (для обратной полярности). Эти источники напряжения коммутируются с помощью мощных тиристоров U1 и U2. Уровни повторного зажигания дуги имитируются стабилитронами D1 (напряжение пробоя 33 В) и D2 (напряжение пробоя 47 В). Резистор R2 имитирует тлеющий разряд, предшествующий повторному зажиганию дуги переменного тока.

Рис. 6. Корректная модель дуги переменного тока
Рассмотрим модели сварочных источников, использующих активные и реактивные сопротивления для формирования внешней ВАХ.
Сварочный источник с балластным реостатом (активным сопротивлением)
Несомненно, это наиболее технологически простой вариант. На рис. 7 изображена схема и временные диаграммы токов и напряжений ИСТ с балластным реостатом в качестве формирователя внешней ВАХ источника.

Рис. 7. Модель ИСТ с балластным реостатом
Напряжение сети 220 В/50 Гц поступает на первичную обмотку L1 понижающего трансформатора K1, имеющего коэффициент трансформации
KT=U1/U2=√(L1/L2)=220/65=√(2/0,175)=3,38
Со вторичной обмотки L2 трансформатора K1 снимается пониженное напряжение 65 В (диаграмма V(n002) зеленого цвета). Значение сопротивления балластного реостата R3 настроено для получения действующего значения сварочного тока Iсв ≈ 150 А (диаграмма I(R3) красного цвета). При этом из сети потребляется ток 44 А.
Когда напряжение на вторичной обмотке сварочного трансформатора ниже напряжения дуги (диаграмма V(n003) синего цвета), ток в сварочной цепи не протекает. В результате на диаграмме тока дуги видны паузы длительностью 2-3 мс. В течение пауз, когда ток отсутствует, происходит значительное охлаждение и деионизация дугового промежутка, что ухудшает условия ее повторного зажигания. Так как весь сварочный ток протекает через балластный реостат, то на нем рассеивается значительная мощность:
В это же время со вторичной обмотки трансформатора Kl отбирается мощность
Следовательно, КПД сварочного источника составляет:
Несмотря на простоту, данный метод формирования ВАХ не стоит использовать из-за его низкой экономической эффективности.
Сварочный источник с линейным дросселем (индуктивным сопротивлением)
На рис. 8 изображена схема и временные диаграммы токов и напряжений ИСТ с линейным дросселем переменного тока в качестве формирователя внешней ВАХ. Напряжение сети поступает на первичную обмотку Ll понижающего трансформатора K1. Со вторичной обмотки L2 трансформатора Kl снимается пониженное напряжение 65 В (диаграмма V(n002) зеленого цвета). Индуктивность дросселя L3 настроена для получения действующего значения сварочного тока Iсв ≈ 150 А (диаграмма I(L3) красного цвета). На диаграмме напряжения дуги (диаграмма V(n003) синего цвета) видны импульсы напряжения повторного зажигания, которые возникают в моменты перехода сварочного тока через ноль. Так как ток в дросселе отстает от напряжения, то в тот момент, когда он равен нулю, напряжение на вторичной обмотке трансформатора близко к своему амплитудному значению. Благодаря этому создаются наилучшие условия для повторного зажигания дуги, и сварочный ток течет практически непрерывно. Кроме этого, в схеме ИСТ отсутствуют активные потери, так как сварочный ток ограничивается реактивным сопротивлением дросселя L3. Но, несмотря на отсутствие активных потерь, как и в предыдущем варианте, из сети ИСТ также потребляет ток величиной 44 А. Этот парадокс объясняется тем, что, наряду с полезной активной мощностью, которую потребляет сварочная дуга, между источником и сетью циркулирует бесполезная реактивная мощность, генерируемая индуктивностью L3. В электротехнике для оценки энергетической эффективности электропотребителя используется величина cosφ, называемая коэффициент мощности. Он равен отношению потребляемой активной мощности к полной (кажущейся) мощности и в нашем случае составляет:


Рис. 8. Модель источника с линейным дросселем переменного тока
Несмотря на весьма низкое значение коэффициента, для сварки переменным током до сих пор в основном используются ИСТ с дросселем переменного тока. При этом роль дросселя зачастую выполняет индуктивность рассеяния СТ.
Классический трансформаторный ИСТ
Основным элементом трансформаторного источника переменного сварочного тока является специализированный СТ. Познакомимся с конструктивными особенностями этих устройств.
По характеру устройства магнитного сердечника различают трансформаторы броневого (рис. 9а) и стержневого (рис. 9б) типов. Для уменьшения потерь на вихревые токи сердечник трансформатора набирается из листовой трансформаторной стали толщиной 0,27-0,5 мм.

Рис. 9. Типы магнитных сердечников
Трансформаторы стержневого типа по сравнению с трансформаторами броневого типа имеют более высокий КПД и допускают большие плотности токов в обмотках. Поэтому СТ обычно, за редким исключением, бывают стержневого типа.
По характеру устройства обмоток различают трансформаторы с цилиндрическими (рис. 10а), разнесенными (рис. 10б) и дисковыми (рис.10в) обмотками.
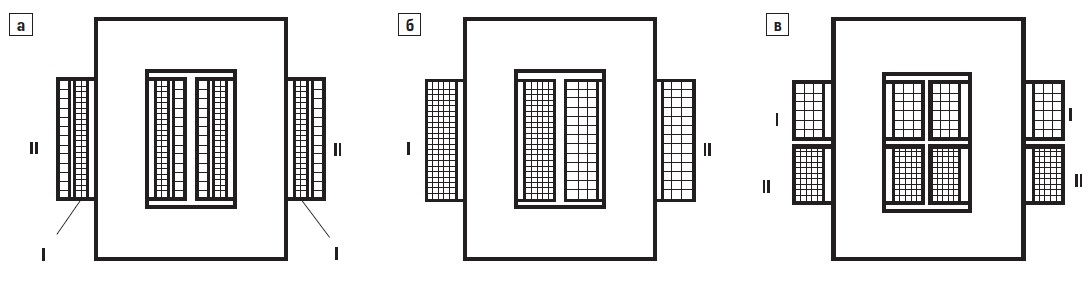
Рис. 10. Типы обмоток трансформаторов
Для рассмотрения особенностей трансформатора того или иного типа удобно использовать схему замещения трансформатора [5] (рис. 11).

Рис. 11. Схема замещения трансформатора:
U1, U2 — напряжение на первичной и вторичной обмотках;
г1, г2 — омическое сопротивление первичной и вторичной обмоток;
L1s, L2s — индуктивность рассеяния первичной и вторичной обмоток;
Lμ — индуктивность намагничивания трансформатора;
rс — сопротивление, характеризующее потери в сердечнике;
n — коэффициент трансформации
Зачастую параметры, распределенные между первичной и вторичной обмотками, приводятся к одной из этих обмоток. В данном случае все параметры трансформатора приведены к его первичной обмотке, и поэтому в схеме замещения отсутствует идеальный трансформатор, необходимый для имитации коэффициента трансформации.
Индуктивность рассеяния Ls обмотки вызывается наличием собственного магнитного потока Фs, не сцепляемого с другой обмоткой. Чем дальше удалены друг от друга обмотки трансформатора, тем, соответственно, больше величины Фs и Ls.
В трансформаторах с цилиндрическими обмотками одна обмотка намотана поверх другой. Так как обмотки находятся на минимальном расстоянии друг от друга, то практически весь магнитный поток первичной обмотки сцепляется с витками вторичной обмотки. Только очень небольшая часть магнитного потока первичной обмотки, называемого потоком рассеяния, протекает в зазоре между обмотками и поэтому не связана со вторичной обмоткой. Так как ток ограничивается практически только омическим сопротивлением r1 и r2 обмоток, то трансформатор имеет жесткую характеристику, и ток короткого замыкания на вторичной обмотке более чем на порядок превосходит рабочий ток трансформатора. При использовании такого трансформатора для получения круто падающей внешней характеристики дополнительно приходится использовать дроссель переменного тока. В ранних ИСТ такой дроссель присутствовал как независимый конструктивный элемент, дополнительно увеличивающий массу и габариты сварочного источника. Позже в качестве дросселя стали использовать индуктивность рассеяния трансформатора. Для получения требуемой величины индуктивности рассеяния обмотки трансформатора стали разносить на разные стержни (рис. 10б) или выполнять в виде дисков (рис. 10в).
В трансформаторе с разнесенными обмотками первичная и вторичная обмотки находятся на различных стержнях трансформатора. Так как обмотки удалены друг от друга, то значительная часть магнитного потока первичной обмотки не связана со вторичной. Иногда говорят, что эти трансформаторы имеют развитое магнитное рассеяние. Индуктивности рассеяния L1s и L2s имеют значительную величину, и их реактивное сопротивление сильнее влияет на ток трансформатора, чем в случае трансформатора с цилиндрическими обмотками. Трансформатор с разнесенными обмотками имеет падающую внешнюю характеристику, где рабочий ток составляет ≈80% от тока короткого замыкания.
В трансформаторах с дисковыми обмотками первичная и вторичная обмотки также удалены друг от друга, но на меньшее расстояние по сравнению с трансформаторами, имеющими разнесенные обмотки. Поэтому, по величине индуктивности рассеяния трансформаторы с дисковыми обмотками занимают промежуточное положение. Они также имеют падающую внешнюю характеристику, но их рабочий ток составляет ≈50% от тока короткого замыкания.
Ступенчатая регулировка сварочного тока осуществляется переключением отвода обмоток трансформатора. Плавная регулировка сварочного тока достигается использованием подвижного магнитного шунта или, в случае трансформатора с дисковыми обмотками, изменением расстояния между обмотками, которые в этом случае выполняются подвижными. Основная масса сварочных источников переменного тока выполнена на основе трансформаторов с дисковыми подвижными обмотками. Поэтому трансформаторные ИСТ с подвижными дисковыми (рис. 12) обмотками вполне могут считаться классическими.

Рис. 12. Устройство СТ с подвижными обмотками
Трансформаторный ИСТ Буденного
Ранее мы рассмотрели сварочный источник переменного тока, построенный на основе трансформатора с развитым магнитным рассеянием. Большая величина индуктивности рассеяния между обмотками такого трансформатора выполняет роль линейного дросселя, формирующего крутопадающую внешнюю ВАХ, необходимую для технологий TIG и MMA. Главным достоинством этих ИСТ является простота изготовления и надежность в работе. Однако подобные устройства имеют и существенные недостатки. Среди основных, пожалуй, стоит указать большой ток, потребляемый источниками этого типа из сети.
Пути уменьшения величины потребляемого тока
Общеизвестным способом уменьшения величины реактивной составляющей тока нагрузки является компенсация ее реактивностью противоположного знака. Например, для компенсации индуктивной составляющей используются специальные компенсирующие (косинусные) конденсаторы, и наоборот. При этом, если полученный колебательный контур настроен в резонанс с частотой сети, реактивный ток не перегружает питающую сеть, а замыкается в контуре между реактивной составляющей нагрузки и компенсирующей реактивностью.
На рис. 13 изображена ситуация при питании не скомпенсированной (рис. 13а) и скомпенсированной (рис. 13б) активно-индуктивной нагрузки.
 нагрузка не скомпенсирована; б) нагрузка скомпенсирована")
Рис. 13. Принцип компенсации реактивной мощности нагрузки:
а) нагрузка не скомпенсирована;
б) нагрузка скомпенсирована
Для компенсации реактивной составляющей активно-индуктивной нагрузки потребуется конденсатор, емкость которого можно определить по формуле:

где ω = 2 πf — круговая (угловая) частота [рад/с]. При частоте f = 50 Гц ω ≈ 314 рад/с.
С помощью симулятора LTSpice проверим эффективность компенсации реактивной мощности (рис. 14).

Рис. 14. Модель цепи переменного тока:
а) без компенсации реактивной составляющей нагрузки;
б) с компенсацией реактивной составляющей нагрузки
На рис. 14 красным цветом изображен ток I(V1), потребляемый нагрузкой из сети в случае отсутствия компенсации. Синим цветом изображен ток I(V2), потребляемый нагрузкой из сети в случае использования компенсации. Так как ток I(V2) меньше тока I(V1), это позволяет сделать вывод, что компенсация реактивной составляющей активно-индуктивной нагрузки при помощи конденсатора позволяет снизить значение тока, потребляемого нагрузкой из сети.
Рассмотренный способ компенсации реактивной мощности находит широкое применение в промышленных сетях переменного тока. Однако он не совсем подходит для компенсации реактивностей в пределах обычного ИСТ, который по своей сути является резко переменной нагрузкой. Например, ИСТ на холостом ходу генерирует небольшую реактивную мощность, которую вызывает индуктивность намагничивания СТ. Зато в момент сварки уровень генерируемой реактивной мощности резко возрастает. Если емкость компенсирующего конденсатора выбрать исходя из максимального уровня генерируемой реактивной мощности, то, победив реактивную составляющую при максимальной нагрузке, мы будем генерировать большую реактивную мощность на холостом ходу. Просто характер ее изменится с индуктивной на емкостную.
Достаточно оригинальное решение данной проблемы предложили Анатолий Павлович Буденный [1] и Юрий Дмитриевич Калашников [6]. Суть их решения заключается в том, чтобы сердечник СТ насыщался на холостом ходу. В этом случае входное сопротивление СТ во всех режимах его работы будет иметь значительную индуктивную составляющую, удовлетворительную компенсацию которой можно обеспечить во всем диапазоне нагрузок при помощи конденсатора постоянной емкости.
Конструктивно-электрическая схема ИСТ Буденного
В качестве примера исследуем ИСТ Буденного (рис. 15).

Рис. 15. Конструктивно-электрическая схема ИСТ Буденного
ИСТ содержит трансформатор, обмотки которого намотаны на замкнутый сердечник 1. В окно замкнутого сердечника встроен регулируемый магнитный шунт 6. Замкнутый сердечник имеет два характерных сечения 4 и 5 (сечение 4 больше сечения 5). Первичная (сетевая) обмотка трансформатора 2 охватывает замкнутый сердечник в сечении 4, где его сечение максимально. Вторичная (сварочная) обмотка 3 охватывает замкнутый сердечник в сечении 5, где его сечение минимально. Сечение 5 замкнутого сердечника выбрано таким, чтобы он насыщался в режиме холостого хода трансформатора. При этом участок максимального сечения 4, где расположена первичная обмотка, будет оставаться ненасыщенным. Часть потока, сцепленного с первичной обмоткой, ответвляется в регулируемый магнитный шунт 6 и не связана со вторичной обмоткой трансформатора. Этот поток образует регулируемую индуктивность, включенную последовательно с первичной обмоткой трансформатора. Изменение сечения магнитного шунта приводит к изменению регулируемой индуктивности и, следовательно, выходного тока источника. Так как первичная и вторичная обмотки расположены на различных кернах сердечника, то значительная часть потока, сцепленного с первичной обмоткой, замыкается через пространство вокруг первичной обмотки, не достигая вторичной. Этот поток называется потоком рассеяния, и он также образует индуктивность рассеяния, включенную последовательно с первичной обмоткой трансформатора. При насыщении части замкнутого сердечника избыточное сетевое напряжение прикладывается к регулируемой индуктивности и индуктивности рассеяния, которые оказываются включенными последовательно. Эта последовательная цепочка позволяет ограничить потребляемый ток и предотвратить перегрузку питающей сети 8. К выводам вторичной обмотки 3 подключается сварочный держатель 9. Вторичная обмотка 3 может иметь несколько отводов, используемых для ступенчатой настройки тока при сварке в различных газовых средах. Конденсатор 7 служит для компенсации индуктивной составляющей входного сопротивления трансформатора.
ИСТ с резонансным конденсатором
В ранее рассмотренном ИСТ Буденного для компенсации реактивной составляющей нагрузки использовался резонанс токов. Однако подобный результат можно получить и при использовании резонанса напряжений. Для этого последовательно с первичной или вторичной обмоткой трансформатора можно включить специальный резонансный конденсатор. В этом случае индуктивность рассеяния трансформатора и конденсатор образуют последовательный колебательный контур, и если этот контур настроен на частоту сетевого напряжения, то ИСТ не будет генерировать реактивную мощность. В этом случае циркуляция реактивной мощности будет происходить только внутри колебательного контура.
Частоту резонанса контура [Гц] можно определить по формуле:
Если известна индуктивность и частота, то емкость [Ф] можно найти по формуле:
Если известна емкость и частота, то индуктивность [Гн] можно найти по формуле:
где ω = 2 πf — круговая (угловая) частота [рад/с]. При частоте f = 50 Гц ω ≈ 314 рад/с.
На рис. 16 изображена упрощенная модель и временные диаграммы токов и напряжений ИСТ с резонансным конденсатором.

Рис. 16. Упрощенная модель ИСТ с резонансным конденсатором
Для элементов модели выбраны параметры, обеспечивающие реалистичные потери и частоту резонанса 50 Гц. Поскольку реактивная составляющая скомпенсирована, максимальный сварочный ток Iсв ≈ 150 А (диаграмма I(L3)) можно получить при более низком потребляемом токе источника (диаграмма I(L1)). Теперь ИСТ потребляет из сети 22,4 А. Для сравнения, ИСТ на основе трансформатора с развитым магнитным рассеянием потреблял ток величиной 44 А. Кроме того, по сравнению с ранее рассмотренными ИСТ, для получения сварочного тока 150 А потребовалось вдвое меньшее напряжение на вторичной обмотке трансформатора (32,6 против 65 В). Однако, несмотря на это, амплитуда импульсов повторного зажигания не пострадала и осталась на прежнем уровне (диаграмма V(n004)).
ИСТ с резонансным конденсатором имеет высокий КПД и коэффициент мощности, близкий к единице. По сравнению с ранее рассмотренными сварочными источниками переменного тока этот ИСТ потребляет наименьший ток от питающей сети. Например, по сравнению с классическими ИСТ он потребляет в два раза меньший ток, а по сравнению с ИСТ Буденного — в полтора раза меньший. Немаловажным является то, что форма потребляемого тока близка к синусоиде. В этом отношении он намного превосходит существующие на данный момент инверторные ИСТ, практически приближаясь к ним по массо-габаритным показателям.
На рис. 17 изображена схема и обмоточные данные ИСТ с резонансным конденсатором, который был построен автором и показал прекрасные эксплуатационные характеристики.

Рис. 17. Практическая схема ИСТ с резонансным конденсатором
СТ источника намотан на ленточном сердечнике ПЛ 32×70×100. Первичная и вторичная обмотки расположены на разных стержнях трансформатора. При этом часть вторичной обмотки мотается поверх первичной. Обмотки мотаются на каркасы, выполненные из листового стеклотекстолита толщиной 2 мм.
Первичная обмотка W1 содержит 430 витков изолированного медного обмоточного провода ∅ 1,67 мм в эмалевой или стекло-волоконной изоляции. В качестве межслойной и межобмоточной изоляции использовался электрокартон толщиной 0,5 мм.
Вторичная обмотка намотана медной шиной 15 мм2 (7×2,25 мм). Основная часть вторичной обмотки, содержащая 60 витков, мотается на независимом каркасе. Остаток вторичной обмотки, содержащий 15 витков, мотается поверх первичной обмотки. Обе части вторичной обмотки имеют отводы, которые служат для регулировки сварочного тока.
Резонансный конденсатор ИСТ имеет емкость 10 000 мкФ и состоит из двух блоков полярных электролитических конденсаторов С1, С2, включенных встречно. Для защиты от напряжения обратной полярности каждый блок конденсаторов зашунтирован цепочками R1VD1 и R2VD2, состоящими из последовательно включенных резистора и конденсатора. В качестве C1, С2 можно использовать конденсаторы типа К50-84 3300 мкФ на l00 В производства отечественной компании «Элеконд» или конденсаторы, рассчитанные на большие импульсные токи, выпускаемые другими производителями. Например, подойдут конденсаторы типа B4l456, B4l458 3300 мкФ на l00 В производства компании Epcos. Конденсаторы необходимо охлаждать при помощи вентилятора или установив через изолирующую прокладку на охлаждаемое основание.
Готовый, намотанный и собранный трансформатор необходимо поместить в защитный кожух, который изготавливается из немагнитного материала, например алюминия или текстолита. В кожухе следует предусмотреть вентиляционные отверстия. Для подключения первичной обмотки трансформатора к сети ~220 В необходимо использовать кабель с медной жилой сечением не менее 4 мм2 и силовую розетку на ток 25 А, имеющую заземляющий нож, соединенный с сердечником трансформатора и защитным кожухом. Соответственно, заземляющий контакт розетки должен быть надежно заземлен.
Концы вторичной обмотки необходимо подключить к латунным шпилькам ∅ 8(l0) мм, установленным на диэлектрической термостойкой панели, которая крепится к защитному кожуху трансформатора. В качестве сварочных можно использовать мягкие медные провода сечением l6-25 мм2. Возможные методики проектирования рассмотренных продвинутых ИСТ приводятся в [3].
ИСТ с резонансным конденсатором и плавной регулировкой сварочного тока
Рассматривая ИСТ с резонансным конденсатором, нельзя не упомянуть сварочный источник ТСБ-90 [5], который был весьма популярен в 80-е годы прошлого столетия. Упрощенная схема ИСТ показана на рис. l8. Источник содержит резонансный конденсатор C, включенный последовательно с первичной обмоткой трансформатора T и создающий в процессе сварки режим, близкий к резонансу напряжений. При этом за счет компенсации реактивной мощности резко снижается значение тока, потребляемого сварочным источником из сети. Благодаря резонансу в паузах тока создаются оптимальные условия для повторного зажигания дуги переменного тока. Для исключения перенапряжений на холостом ходу выводы конденсатора замыкаются не полностью управляемым ключом переменного тока VS. Балластный резистор R2, включенный последовательно с ключом переменного тока, предотвращает его токовую перегрузку разрядными токами конденсатора.

Рис. 18. Упрощенная схема ИСТ ТСБ-90
Недостатком этого ИСТ, как и ранее рассмотренного, является отсутствие возможности плавной регулировки сварочного тока. Регулировка тока производится ступенчато, за счет переключения четырех отводов от первичной обмотки трансформатора W1. Такой тип регулирования нельзя назвать удовлетворительным, поскольку он не позволяет подбирать оптимальный сварочный ток для всех возможных режимов сварки. Кроме того, внешняя ВАХ источника может быть только параметрической, т. е. формируемой за счет параметров элементов эквивалентной силовой схемы.
В принципе, плавную регулировку сварочного тока можно осуществить, используя регулируемый магнитный шунт — наподобие того, как это делается в классических сварочных источниках переменного тока или в ИСТ Буденного. Однако такой архаический способ регулировки сильно усложняет конструкцию сварочного трансформатора и имеет низкую надежность. Сам шунт во время работы источника является источником достаточно интенсивного шума. Кроме этого, использование регулируемого шунта не решает проблемы изменения параметрической внешней ВАХ источника с резонансным конденсатором.
Используя полупроводниковый ключ переменного тока, разработчики ТСБ-90 на полшага приблизились к решению проблемы плавной регулировки тока. Однако использование неполностью управляемого ключа (симисторного или тиристорного) не позволяет добиться плавной регулировки тока, так как допускает единственно возможный способ управления, при котором конденсатор можно либо полностью замкнуть (шунтировать) в режиме холостого хода, либо полностью разомкнуть (не шунтировать) при работе под нагрузкой. Автором статьи был предложен способ плавной электронной регулировки сварочного тока [2].
Поставленная цель достигнута благодаря тому, что резонансный конденсатор замыкают при помощи полностью управляемого электронного ключа переменного тока в течение-каждого полупериода напряжения. Для примера, полностью управляемый ключ переменного тока может быть выполнен на MOSFET, IGBT или биполярных транзисторах.
Изменяя время замкнутого состояния конденсатора, изменяют и величину сварочного тока. При этом максимальный сварочный ток соответствует режиму, когда резонансный конденсатор не замыкается вообще, а минимальный — режиму, когда резонансный конденсатор постоянно замкнут. Чтобы обеспечить замыкание конденсатора в нужный момент времени, в устройство введен датчик контроля нулевого напряжения на конденсаторе.
Структурная схема способа плавной регулировки показана на рис. l9. На рис. 20 приведены временные диаграммы токов и напряжений устройства.

Рис. 19. Способ плавной регулировки сварочного тока:
а) резонансный конденсатор включен последовательно с первичной обмоткой СТ;
б) резонансный конденсатор включен последовательно с вторичной обмоткой СТ

Рис. 20. Временные диаграммы токов и напряжений устройства плавной регулировки сварочного тока
Структурная схема содержит резонансный конденсатор С, включенный последовательно с первичной (рис. 19а) или вторичной (рис. 196) обмоткой трансформатора Т. Нулевое напряжение Vc на выводах резонансного конденсатора С контролируется при помощи датчика нулевого напряжения (ДНН), сигнал Uнн с которого поступает на узел формирования отпирающих импульсов УУ. К выводам конденсатора С подключен полностью управляемый ключ переменного тока К, который замыкается и размыкается по сигналу Uзк с УУ. Длительность замкнутого состояния ключа определяется узлом задания длительности отпирающих импульсов ЗБ.
Временные диаграммы содержат диаграммы сетевого напряжения Vc, сигнала Uнн, сигнала Uзк и тока I в обмотке трансформатора T. Временные диаграммы приведены для случая среднего времени замкнутого состояния ключа (рис. 20). Замыкание резонансного конденсатора С при помощи ключа К можно произвести в момент, когда напряжение на конденсаторе достигнет нулевого уровня. После этого конденсатор удерживается замкнутым в течение времени по истечении которого ключ К размыкается. Степень использования конденсатора, а следовательно, и сварочный ток определяются относительным временем замкнутого состояния ключа K:
где t3 — время замкнутого состояния ключа K, T — длительность периода напряжения питающей сети переменного тока.
При этом способе управления ключ работает с минимальными коммутационными потерями, так как замыкается и размыкается в режиме ZVS4.
Напряжение Vc на конденсаторе C контролируется при помощи ДНН. В момент времени t0, когда напряжение на конденсаторе достигает нулевого значения, ДНН формирует пороговый сигнал Uнн, который поступает в узел формирования отпирающих импульсов УУ. По переднему фронту этого сигнала при помощи узла УУ формируем сигнал Uзк, который служит командой на замыкание ключа К. После этого ключ К замыкается и шунтирует выводы конденсатора С. Ключ К удерживается в замкнутом состоянии в течение времени t3, которое задается при помощи узла ЗБ. По истечении заданного интервала tз ключ К размыкается, и конденсатор С образует резонансную цепь с индуктивностью трансформатора Т.
Если длительность tз замкнутого состояния ключа переменного тока равна нулю, то конденсатор используется полностью и, компенсируя индуктивность трансформатора, создает режим близкий к резонансу напряжений. При этом достигается максимальное значение сварочного тока.
При увеличении длительности замкнутого состояния ключа степень использования конденсатора уменьшается, а следовательно, уменьшается и степень компенсации индуктивности трансформатора, что приводит к уменьшению величины сварочного тока. Минимальный сварочный ток будет получен, когда длительность замкнутого состояния ключа достигнет значения, равного половине длительности периода питающей сети переменного тока. В этом случае конденсатор будет замкнут постоянно. Автором статьи был построен прототип ИСТ, использующий описанный способ плавной регулировки сварочного тока.
- Пат. № 2198078 (РФ) МПК B23K9/00, H01F38/08, H01F27/25. Устройство для электродуговой сварки (варианты) и способ изготовления его магнитопровода / А. П. Буденный.
- Пат. № 52479 (UA) Пристрiй регулювання зварювального струму / В. Я. Володин.
- Володин В. Я. Создаем современные сварочные аппараты. М.: Издательство ДМК-Пресс. 2011.
- ГОСТ 95-77 «Трансформаторы однофазные однопостовые для ручной дуговой сварки. Общие технические условия». М.: ИПК Издательство Стандартов. 1977.
- Закс М. И. и др. Трансформаторы для электродуговой сварки. Л.: Энергоатомиздат. 1988.
- Пат. № 2053066 (РФ) МПК B23K9/00. Сварочный трансформатор / Ю. Д. Калашников.
- Розаренов Ю. Н. Оборудование для электрической сварки плавлением. М.: Машиностроение. 1987.
 2 августа, 2010
2 августа, 2010 25 декабря, 2020
25 декабря, 2020 6 июня, 2016
6 июня, 2016