
SKiN-технология и силовые модули XXI века
Потребность в компактных и надежных системах, способных работать в жестких условиях эксплуатации, требует пересмотра всех традиционных технологий производства силовых модулей, включая пайку и ультразвуковую сварку. В преобразователях новейших ветроэнергетических установок мощностью 6 МВт, к которым предъявляются самые жесткие требования по климатическим воздействиям и надежности, общая площадь силовых кремниевых кристаллов (IGBT и диоды) составляет 3000 см2. Для снижения габаритов силового каскада необходим высокий коэффициент использования «кремния» и предельно эффективная система отвода тепла. При этом электромеханические и тепловые нагрузки на элементы инвертора должны быть минимизированы.
В современных преобразовательных системах, работающих в мегаваттном диапазоне мощностей, используется параллельное соединение модулей или готовых инверторов. Это неизбежно ведет к повышению стоимости и снижению надежности готовых изделий. Одним из путей ее повышения является резервирование силовых каскадов, что в свою очередь требует еще более высоких инвестиций.
SKiN-концепция
Принципиально новым элементом конструкции SKiN-модулей является гибкая полиамидная пленка с медными диффузионными шинами, соединяющими контактные поверхности чипов и выходные терминалы (рис. 1). Ее подключение, а также установка кристаллов на DBC-подложку и подложки на теплосток осуществляется посредством метода низкотемпературного спекания [1–4]. Для металлизации поверхности и основания чипов используется один и тот же материал (например, серебро), обеспечивающий хороший электрический и тепловой контакт со SKiN-пленкой и изолирующей подложкой.
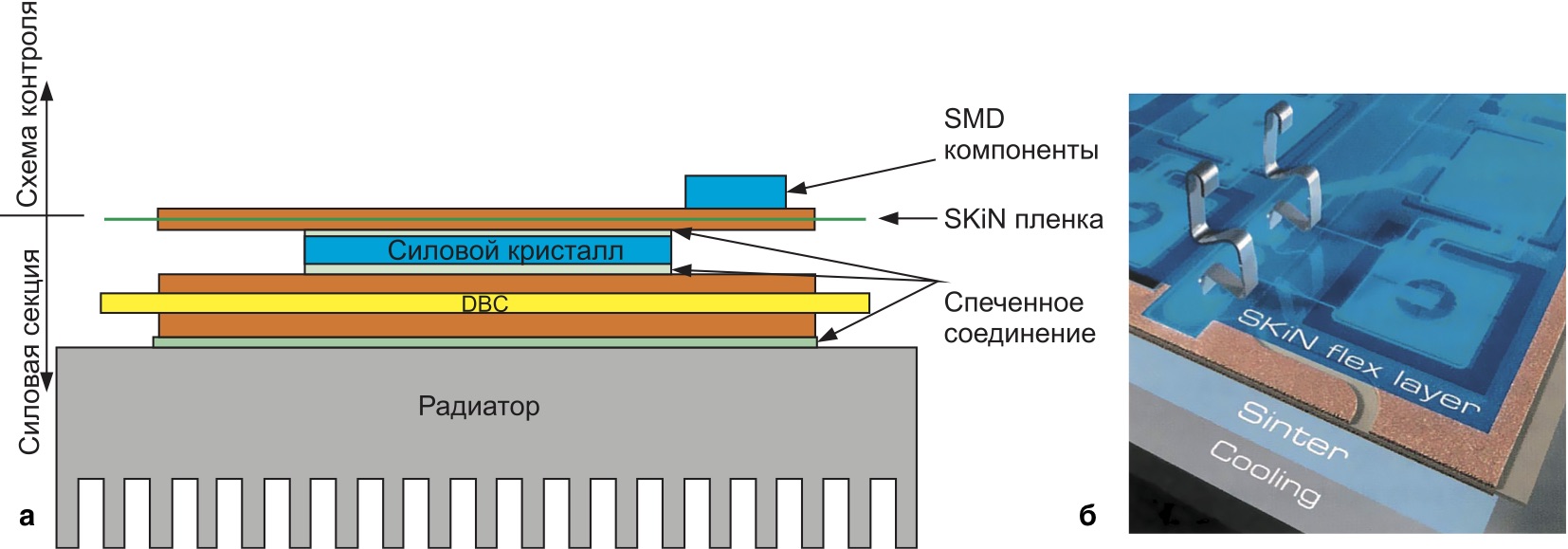
Рис. 1.
а) Концепция SKiN-модуля;
б) выводы кристаллов соединяются с помощью гибкой полиамидной пленки, для подключения драйвера используются пружинные контакты
Толщина металлизации несущей полиамидной пленки соизмерима с диаметром проводников, используемых для подключения выводов кристаллов в силовых ключах «классической» конструкции. При этом области контакта пленки и чипов практически совпадают, в то время как общая площадь зон сварки у стандартных модулей не превышает 20% от активной поверхности кристаллов. Как видно на рис. 1, еще один спеченный слой служит для монтажа IGBT и диодов на изолирующую DBC-подложку. Такая технология пригодна для всех выпускаемых в настоящее время видов чипов, перед спеканием требуется только дополнительная обработка поверхности благородными металлами. Подключение выводов управления к драйверу осуществляется с помощью пружинных контактов, что позволяет полностью отказаться от пайки и обеспечить высокую стойкость конструкции к тепловым и механическим воздействиям.
Максимальная величина мощности рассеяния полупроводникового модуля ограничена допустимым значением перегрева кристаллов Tj, температурой охладителя Tа и сопротивлением «кристалл–окружающая среда» Rth(j-a). При использовании эффективной системы жидкостного охлаждения основной вклад в общее значение Rth(j-a) вносит слой термопасты (до 30%). В модулях SKiN эта проблема решается за счет спекания изолирующей DBC-подложки с радиатором. Мелкозернистый серебряный слой отлично проводит тепло и обладает механической эластичностью, обеспечивающей высокую стойкость к термоциклированию.
Жидкостный способ охлаждения связан с опасностью возникновения коррозии, приводящей с течением времени к заметному ухудшению тепловых свойств радиатора. Эта проблема становится еще более серьезной, когда каналы охлаждения интегрированы в базовую плату силового ключа. Материал радиатора должен выбираться с учетом состава охлаждающей жидкости, поэтому алюминий (Al) является наиболее предпочтительным благодаря его свойству «самопассивации», т. е. естественного окисления за счет кислорода, содержащегося в воде. Однако он не годится для производства базовых плат из-за высокого КТР (коэффициент теплового расширения) и плохой пригодности к пайке. Применение диффузионного спекания для соединения чистого алюминия (ребра радиатора) и DBC-подложки позволяет решить этот вопрос.
Сравнение характеристик стандартных модулей с базовой платой и силовых ключей, выполненных по SKiN-технологии, показывает, что у последних величина теплового сопротивления Rth(j-a) «кристалл–охлаждающая жидкость» ниже примерно на 30% при аналогичной токовой нагрузке. На рис. 2 показана конструкция первого серийного 400-А SKiN-ключа 12 класса, у которого радиатор и силовые терминалы «спечены» с изолирующей подложкой. Это позволило поднять токонесущую способность выводов и обеспечить более надежный механический контакт (в сравнении с пайкой или ультразвуковой сваркой). Габариты и масса данного модуля существенно меньше, чем у аналогичного IGBT в стандартном конструктиве 62 мм (с учетом теплостока).

Рис. 2. 400-А SKiN-модуль (полумост, 600 В, размеры корпуса 74×56×11 мм, вес 95 г)
Особенности конструкции
Модули, предназначенные для работы с высокой скоростью коммутации di/dt, должны иметь малую распределенную индуктивность шин, соединяющих кристаллы IGBT/диодов и силовые терминалы. Кроме того, для снижения уровня шумов необходимо минимизировать перекрестную связь силовых и сигнальных цепей.
Использование гибкой SKiN-пленки для электрической связи чипов и силовых выводов позволяет не только упростить процесс производства, но и кардинально улучшить динамические свойства конструктива. Геометрию токонесущих шин на пленке можно сделать предельно простой и симметричной, что обеспечивает хорошую балансировку токов в параллельных цепях и минимальный уровень паразитных индуктивностей LS. В таблице приведены их значения, полученные с помощью модели, содержащей распределенные параметры кристаллов и конструктива
(с учетом терминалов и без них).
|
Кристаллы верхнего плеча |
Без учета терминалов, LS, нГн |
С учетом терминалов, LS, нГн |
|
TOP IGBT1 |
4,66 |
15,0 |
|
TOP IGBT2 |
5,08 |
15,2 |
|
TOP IGBT1 || TOP IGBT2 |
4,62 |
14,8 |
Моделирование показывает, что основная часть LS формируется силовыми терминалами. Параллельная работа двух секций SKiN увеличивает индуктивность цепи коммутации до 25,7 нГн. По сравнению со стандартными модулями с «классическим» способом подключения кристаллов алюминиевыми проводниками, снижение LS составляет примерно 10%. Анализ процесса переключения показал, что улучшение произошло не благодаря устранению петель, создаваемых проводниками, а за счет уменьшения площади боковых токовых путей на гибкой SKiN-пленке. Предельно близкое расположение параллельных секций модуля и расположение их терминалов позволяет примерно на 50% снизить паразитную индуктивность силовых цепей (по сравнению с типовым способом соединения посредством внешних шин) и обеспечить более равномерное распределение токов в параллельных ветвях.
Все сказанное делает SKiN-технологию оптимальной для создания секционных силовых модулей нового поколения, отличающихся высокой плотностью мощности, расширенным температурным диапазоном и улучшенными показателями надежности. В первую очередь это относится к системам с жидкостным охлаждением. В настоящее время большинство из них организовано таким образом, что жидкостный радиатор находится примерно на одном уровне с силовыми модулями и соединительными шинами. Применение SKiN-концепции позволяет направить поток жидкости на обратную сторону изолирующей подложки, т. е. организовать непосредственный отвод тепла от силовой секции. Наращивание выходного тока производится за счет их параллельного соединения, образующего компактную сборку с очень высоким значением плотности мощности.
Пример подобной конструкции показан на рис. 3. Охлаждающая жидкость протекает через игольчатый радиатор, ребра которого создают турбуленцию и обеспечивают равномерный отвод тепла от изолирующей подложки с кристаллами IGBT и диодов. Каналы охлаждения SKiN-секций подключаются к распределительному коллектору, на котором расположены штуцеры для соединения с теплообменником. По сравнению с самым мощным на рынке интеллектуальным модулем SKiiP 4 удельное тепловое сопротивление Rth(j-a) снижено с 0,36 до 0,26 К/Вт (относительно площади кристалла 1 см2).

Рис. 3. Конструкция базовой SKiN-платформы
Использование игольчатого жидкостного теплостока позволило уменьшить перепад давления, при этом образуемые ребрами ламинарные потоки жидкости создают близкие к идеальным условия охлаждения и обеспечивают максимально эффективное использование площади радиатора. Результаты тестов показывают, что разница величин Rth(j-a) для четырех SKiN-секций не превышает 20% при падении давления на 1 секцию менее 100 мбар.
Базовый полумостовой SKiN-модуль, содержащий четыре силовые секции, обеспечивает выходную мощность порядка 700 кВт. Соединение DC- и АС-выводов осуществляется на противоположных сторонах конструктива посредством низкоиндуктивных сварных шин. Платы драйверов монтируются на верхней стороне конструкции, для их подключения к токонесущим шинам DBC-подложки используются пружинные контакты (рис. 4).

Рис. 4. Соединение платы драйвера и DBC-подложки четырехсекционного SKiN-модуля посредством пружинных контактов
Благодаря низкому тепловому сопротивлению и высокой нагрузочной способности эффективное значение тока одной полумостовой SKiN секции составляет IRMS = 600 А при температуре тосола +50 °С. Объединение четырех секций в сборку с единой интегрированной системой охлаждения позволяет создать компактный силовой модуль мощностью до 3 МВт (рис. 5). Удельные характеристики подобной системы примерно вдвое превышают показатели всех известных в настоящее время решений на основе стандартных модулей.

Рис. 5. Внешний вид четырехсекционного SKiN-модуля с интерфейсной платой (вид со стороны АС-выводов)
Класс защиты SKiN-сборок повышен до 3К4 (климатика), а допустимый уровень загрязнения — до 3. Силовые компоненты семейства SKiN допускают эксплуатацию при наличии конденсата (это исключено при уровне загрязнения 2), что делает их пригодными для работы в предельно тяжелых климатических условиях. По сравнению с модулями SKiiP 3, выпущенными на рынок в 2000 г., посадочная поверхность SKiN-компонентов меньше примерно на 70%, а общие габариты преобразователя аналогичной мощности — на 35%.
Динамические характеристики
Для проверки динамических свойств новых ключей была проведена серия специальных тестов, при этом четыре секции (каждая включает четыре базовых элемента с номинальным током ICnom = 150 A) SKiN-модуля 17 класса рассматривались как параллельно включенные полумостовые каскады. Испытания показали, что при напряжении на DC-шине VDC = 1300 B SKiN-ключ способен коммутировать до 2000 А до наступления предела блокирующей способности (рис. 6). Короткие и низкоиндуктивные связи между секциями обеспечивают хорошее распределение токов в динамике и предельно низкий уровень коммутационных перенапряжений. Допустимый уровень импульсного тока силового блока составляет 2400 А, при этом безопасный режим переключения достигается без применения снабберных конденсаторов.

Рис. 6. Характеристики включения и выключения верхнего плеча (ключ ТОР, «двухпульсный» тест) при Rgon = 0,5 Ом, Rgoff = 6,2 Ом
Заключение
Появление SKiN-концепции после многих лет эволюционного развития технологий силовой электроники определило революционные изменения в подходах к проектированию силовых ключей. Она позволяет одновременно снизить тепловое сопротивление и величину паразитных распределенных индуктивностей, увеличить плотность тока, улучшить показатели надежности и уменьшить габариты преобразовательных устройств. Только замена слоя теплопроводящей пасты на спеченное соединение снижает суммарное значение Rth(j-a) примерно на 25%. В сочетании с этим применение игольчатых жидкостных радиаторов с непосредственным охлаждением подложки позволяет примерно в два раза повысить отдачу мощности преобразователя.
Внедрение технологии SKiN означает полный отказ от наиболее проблемных процессов производства силовых модулей: пайки и сварки. Установка кристаллов, а также соединение керамической DBC-подложки с радиатором и выходными терминалами производится методом спекания. Большое количество алюминиевых проводников, необходимых для подключения кристаллов IGBT и диодов, заменяется одной гибкой пленкой с медными токонесущими шинами. Отметим, что процесс ультразвуковой сварки выводов чипов является одним из самых сложных и длительных, поэтому применение новой технологии дает возможность устранить «узкое место» в процессе производства.
Однако для реализации этих возможностей приходится полностью изменить подход к проектированию как самих силовых модулей, так и готовых систем. На базе SKiN-концепции компанией SEMIKRON разработана базовая секция полумостового силового модуля с номинальным током 600 А. Наращивание мощности осуществляется путем параллельного соединения секций в составе компактной сборки с общей системой распределения охлаждающей жидкости и единым интерфейсным блоком. Все электрические связи (сигнальные и силовые) осуществляются только за счет прижима, без применения пайки.
Описанные в статье модули SKiN в первую очередь ориентированы на применение в альтернативной энергетике, в частности в ветроэнергетических установках (ВЭУ). К конвертерам ВЭУ предъявляются высокие требования по перегрузочным режимам и климатическим воздействиям, которым полностью соответствуют силовые ключи, созданные с применением SKiN-концепции.
Новая концепция корпусирования дает возможность кардинально повысить стойкость силовых ключей к термоциклированию. Результаты, полученные при испытаниях компонентов SKiN, оказались даже лучше расчетных (целевых) значений, показанных на рис. 7 в виде красной кривой. При градиенте 110 К силовые модули SKiN способны выдерживать около 700 тыс. циклов, что во много раз превышает возможности стандартных компонентов (10 тыс. циклов — зеленая линия).

Рис. 7. Стойкость к термоциклированию SKiN-модулей в зависимости от градиента DТ в сравнении со стандартными компонентами и ключами со спеченным соединением кристаллов (End Of Life, EOL — «тест до отказа»)
Совершенствование конструкции модулей проводилось постоянно с начала 90-х, но только концепция SKiN вобрала в себя все достижения последних лет. Силовые ключи, разработанные с применением этой технологии, обладают отличными тепловыми характеристиками, высокой перегрузочной способностью, низким значением паразитной индуктивности цепей коммутации, а также чрезвычайно высокой стойкостью к термоциклированию. Сочетание этих показателей позволяет SKiN-модулям работать в предельно жестких условиях эксплуатации, свойственных современному транспортному приводу. Отметим, что диффузионное спекание расширяет диапазон рабочих температур, то есть позволяет полностью реализовать возможности кристаллов на основе карбида кремния, которые все более активно используются компанией SEMIKRON.
- Gobl. Low temperature sinter technology die attachment for power electronic applications // Proc. CIPS 2010.
- Stockmeier, P. Beckedahl, C. Göbl, T. Malzer. SKiN: Double side sintering technology for new packages. ISPSD 2011.
- Beckedahl, M. Hermann, M. Kind, M. Knebel, J. Naschimento, A. Wintrich. Perfomance comparison of traditional packaging technologies to a novel bond wireless all sintered power module // Proc. PCIM 2011.
- А. Колпаков. Технология низкотемпературного спекания в силовых модулях // Компоненты и технологии. 2009. № 7.
- Gobl, P. Beckedahl. A new 3D power nodule packaging without bond wires // PCIM Europe 2008.
- А. Колпаков. SKiN-технология: силовая электроника завтрашнего дня // Силовая электроника. 2013. № 1.
 25 мая, 2020
25 мая, 2020 10 июля, 2020
10 июля, 2020