
Анализ технологических факторов процесса термомиграции
Введение
Термомиграция, или зонная перекристаллизация градиентом температуры [1], — способ, используемый для создания сквозных р+-областей (РО) чипов силовых полупроводниковых приборов. В последние годы этот способ получает широкое развитие в медицине, микромеханике, силовой электронике и др. Используемая на ООО «Элемент-Преобразователь» технология изготовления высоковольтных чипов СПП [2, 3] имеет ряд особенностей, позволяющих создавать на пластинах Ø76 мм высоковольтные структуры размером до 20×20 мм. Разработанные технические решения позволили успешно применить процесс для создания чипов СПП на токи до 200 А, в том числе и на пластинах с кристаллографической ориентацией (100) с использованием зон сложной формы, без ориентации их в направлениях {011} [4]. Для перехода на пластины большего диаметра (100 мм и более) необходимо оценить технологические особенности способа и влияние ряда факторов на параметры создаваемых чипов.
При формировании алюминиевых зон на «стартовой» поверхности пластин вместо напыления и фотолитографии по напыленному алюминию специалистами «Элемент-Преобразователь» используется метод высокотемпературного избирательного смачивания (ВИС) [2, 3]. Способ этот основан на локальном растворении кремния расплавом зонообразующего металла и позволяет получать на стартовой поверхности пластин кремния частично заглубленные зоны требуемого рисунка. Сформированные зоны изначально насыщены кремнием, и в них отсутствует слой межфазного нативного окисла.
Особенности сформированных зон обусловлены физической природой способа. Зоны на пластинах на фронтальной стороне пластины (в начале формирования) и на тыльной стороне (формируются последними) различны по внешнему виду: в начале процесса они более ровные и блестящие, а на тыльной стороне они углублены, и цвет у них более тусклый. Это объясняется, во-первых, увеличивающейся по мере формирования концентрацией кремния в расплаве, во-вторых, растущей температурой расплава во время растворения, т. к. процесс этот идет с выделением температуры. Другими словами, последовательное изменение внешнего вида зон в пределах одной пластины объясняется изменением условий формирования во время протекания процесса. После термомиграции на «финишной» стороне зоны не имеют разрывов, искажений и прочих дефектов по всей поверхности пластин. Однако помимо внешнего вида необходимо также оценить выпрямляющие свойства вертикальных p-n-переходов РО, как по воспроизводимости, так и по разбросу. Результаты подобных исследований до сих пор не публиковались, но для разработки технологии термомиграции на пластинах большого диаметра эти данные необходимы. В первую очередь представляет интерес зависимость выпрямляющих свойств вертикальных p-n-переходов от места расположения чипа на пластине относительно направления формирования зон ВИС.
Вторая проблема связана с вертикальным расположением пластин при термомиграции, которая проводится в многопозиционных вакуумных установках с резистивным нагревом [3]. При выходе зон на финишную поверхность после миграции сквозь пластину зоны испаряются в вакууме, но расплав может частично стекать вниз по пластине под действием силы тяжести. С увеличением диаметра пластин влияние этого эффекта, возможно, будет расти. Кроме того, надо учитывать также влияние на разброс обратного напряжения UR и других технологических операций, например фотолитографии и травления, возникающих по мере увеличения диаметра пластин. Таким образом, при доработке технологии термомиграции применительно к пластинам большого диаметра необходимо оценить влияние масштабного фактора с учетом специфики процесса.
Методика проведения опыта
На пластинах кремния Чохральского марки КЭФ20/7,5-бм донорного типа проводимости Ø76 мм с ориентацией (100) и удельным сопротивлением 17–20 Ом·см изготавливались стеклопассивированные чипы диодов прямой полярности (р+-анод — снизу). Чипы имели размеры 5,5×5,5 и 20×20 мм. Совмещенная диффузия акцепторной и донорной примесей проводилась в два этапа: загонка до термомиграции и разгонка после нее. Механическая обработка после термомиграции не проводилась. На каждой пластине отмечались направление формирования и порядковый номер.
Была использована топология РО с неориентированными сдвоенными зонами, углы в пересечениях были скошены. Ширина окна по всей его протяженности для чипов 5,5×5,5 была неизменной и составляла 40 мкм. Температура погружения зон составляла 1150 °С. Миграция проводилась при температуре 1190–1200 °С.
После металлизации на пластинах на каждом чипе измерялось значение обратного напряжения UR при токе утечки не более 10 мкА. Каждая из пластин при анализе в соответствии с исследуемыми факторами условно разделялась на две части по трем признакам:
- центр пластины и ее периферия;
- фронт и тыльная часть пластины при формировании зон;
- нижняя и верхняя половины пластины при термомиграции.
Для условных половинок каждой из пластин рассчитывались средние значения ŪRM и величина среднеквадратичного отклонения. Результаты расчетов приведены в таблице, а распределение показано на гистограммах.
|
Номер пластины |
UR, В |
|||||
|
центр |
периферия |
фронт |
тыл |
верх |
низ |
|
|
1 |
1048±42 |
1069±69 |
1078±50 |
1045±61 |
1042±66 |
1075±47 |
|
2 |
1119±22 |
1109±42 |
1119±25 |
1109±42 |
1117±37 |
1108±35 |
|
3 |
1110±26 |
1122±31 |
1117±28 |
1116±30 |
1117±29 |
1112±26 |
|
4 |
1107±68 |
1107±89 |
1085±92 |
1128±59 |
1123±66 |
1087±95 |
|
5 |
1040±55 |
1044±85 |
1017±87 |
1062±47 |
1062±47 |
1017±87 |
|
6 |
1054±28 |
1059±70 |
1063±45 |
1050±63 |
1062±23 |
1048±75 |
|
7 |
1120±32 |
1117±50 |
1118±50 |
1114±55 |
1136±30 |
1099±59 |
|
ŪR |
1086 |
1090 |
1084 |
1089 |
1095 |
1077 |
Результаты и их обсуждение
Из полученных распределений следует, что на периферии пластин чипы с высокими запирающими свойствами встречаются не реже, чем в центральной части пластин. Этот результат соответствует тому, который был получен ранее [4] для пластин с ориентацией (100) меньшего диаметра. Разница состоит в том, что настоящие результаты более приближены к теоретическому пределу для исходного кремния данного удельного сопротивления (20 Ом·см), и среднеквадратичное отклонение достаточно мало, хотя с увеличением диаметра пластин следовало бы ожидать обратного.
Для удобства анализа распределение UR в соответствии с таблицей представлено в виде гистограммы, где критерием деления было положение чипа на пластине (центр–периферия) (рис. 1). Из гистограммы видно, что процент более высоковольтных чипов на периферии пластин выше, чем в центре. Более высокое среднее значение ŪR в периферийной части пластин может объясняться большей глубиной меза-канавок в периферийной области [4]. Повышенный по сравнению с центром процент чипов с UR<950 В вполне ожидаем и не нуждается в объяснении.

Рис. 1. Гистограмма распределения Ur для чипов диодов прямой полярности в центральной части (светлые столбцы) и на периферии пластин (темные столбцы)
Результаты замеров UR в зависимости от направления формирования (рис. 2) также напоминают гистограмму из анализа [4] для пластин диаметром 45 мм, и причины различия те же. Но в настоящем случае разница, вопреки ожиданиям, практически незаметна (таблица). Это говорит, во-первых, о высоком качестве формирования зон и воспроизводимости параметров зоны на пластине в направлении формирования, а во-вторых, о том, что исходные размеры зоны действительно являются оптимальными. Несмотря на визуальные отличия зон в разных концах пластины, геометрические и электрофизические параметры РО почти одинаковы и близки к теоретическим. Это свидетельствует о высоком потенциале способа формирования в перспективе увеличения диаметра пластин до 100 мм и более.

Рис. 2. Гистограмма распределения Ur для чипов диодов прямой полярности в зависимости от направления формирования зон: в области первоначального формирования («фронт» — светлые столбцы) и на противоположной половине пластин («тыл» — темные столбцы)
Точно так же отмечены незначительные различия значений обратного напряжения «верхней» и «нижней» половин пластины при термомиграции. Разница UR для нижних и верхних половин пластин не превышает 1,7%.
Наблюдается небольшая разница между пластинами с расположением боковых сторон чипов «горизонтально–вертикально» и под углом ≈45° к горизонту. Очевидно, после выхода на финишную поверхность стекание вертикальной зоны облегчено по сравнению с наклонной. Алюминий из расплава не успевает испариться сразу после выхода, и массы зоны достаточно, чтобы стечь вниз. При переходе на большие диаметры проблема была практически снята за счет ориентации пластин во время загрузки таким образом, чтобы длинные фрагменты зон располагались под углом ≈45° к горизонту. Необходимо также соблюдать толщину зон, не допуская ее увеличения, особенно в местах пересечения. Эффективным способом оптимизации толщины зон является снижение температуры миграции через некоторое время после выхода на предельную температуру (когда зоны пройдут более половины толщины пластины) со скоростью около градуса–двух в минуту.
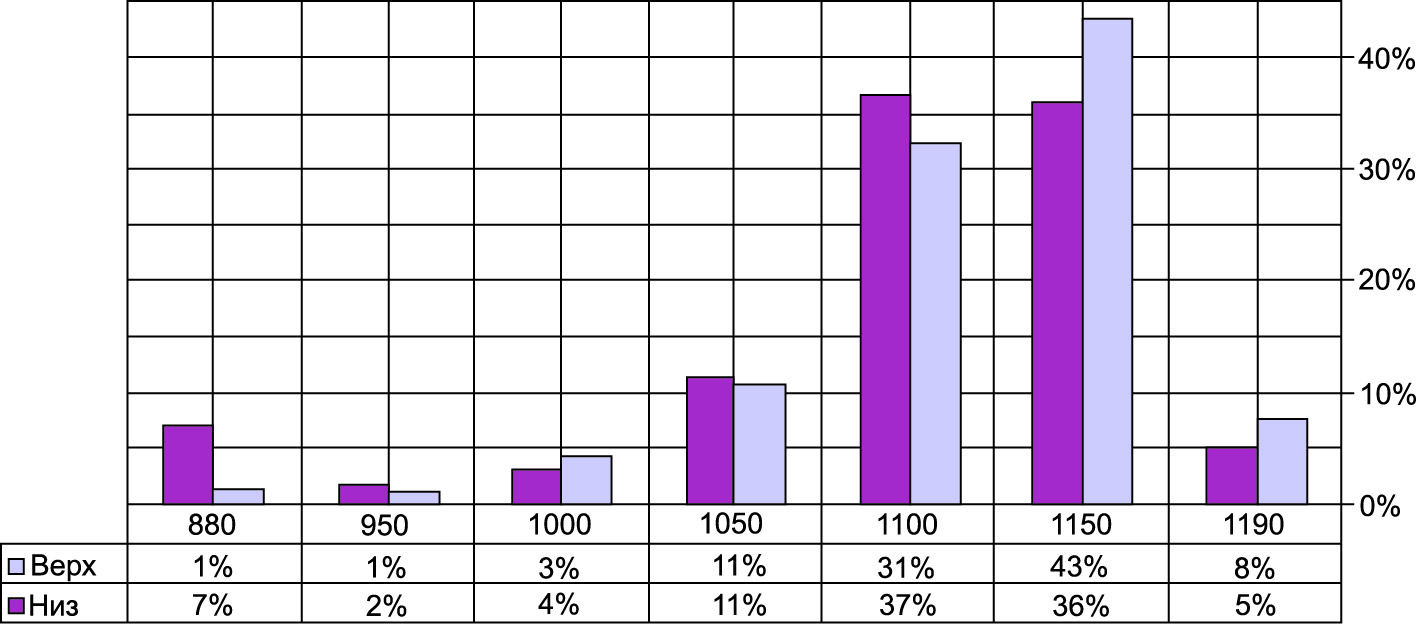
Рис. 3. Гистограмма распределения Ur для чипов диодов прямой полярности в зависимости от расположения на пластине при термомиграции
Как отмечалось выше, были изготовлены и чипы диодов на ток 200 А. Диодные чипы 20×20 мм были использованы для изготовления модулей типа МДД8/3. Значение времени жизни неосновных носителей заряда в полученных диодах не превышало 7–9 мкс. Тем не менее падение напряжения в открытом состоянии на диодах модуля составляло 1,29±0,03 В при токе 628 А.
Выводы
Полученные результаты доказывают, что переход на пластины Ø100 мм и более возможен, и не предвидится непреодолимых проблем, обусловленных физической природой способа формирования зон. Отсутствие межфазных слоев (нативный окисел на кремнии, загрязнения) между зонами, сформированными ВИС, и кремнием представляется решающим фактором. Задержка зон на старте для таких зон сводится к минимуму, и разрывов зон, обусловленных неодновременным началом движения отдельных линий, практически нет (выход годных по операции термомиграции превышает 96%, а на операции контроля ВАХ — 92%). Именно такой способ формирования зон представляется наиболее перспективным (а для пластин с ориентацией (100) единственно возможным) для создания РО чипов с большим периметром.
В связи с увеличением общего количества нанесенного (а значит, и испаряемого) алюминия на пластинах большого диаметра необходимо уменьшение ширины и толщины сформированных зон. Для пластин со шлифованной поверхностью оптимальные размеры зон для такого процесса: ширина окна 40–42 мкм, толщина зоны 16–18 мкм. В случае использования других вариантов нагрева (ВЧ- или ИК-нагрев в газе) толщина зон соответственно должна быть уменьшена, т. к. технологический запас на испарение там не нужен.
- Лозовский В. Н., Лунин Л. С., Попов В. П. Зонная перекристаллизация градиентом температуры полупроводниковых материалов. М.: Металлургия. 1987.
- Ахтман Л. К., Полухин А. С. Заключительный отчет о НИР Е14.87322. 1987.
- Полухин А. С., Зуева Т. К., Солодовник А. И. Использование термомиграции в технологии структур силовых полупроводниковых приборов // Силовая электроника. 2006. № 3.
- Полухин А. С. Термомиграция неориентированных линейных зон в кремниевых пластинах (100) для производства чипов силовых полупроводниковых приборов // Компоненты и технологии. 2008. № 11.
 23 декабря, 2020
23 декабря, 2020 29 июня, 2020
29 июня, 2020