
Aморфные металлические материалы
Аморфное (от греч. amorphous — бесформенный) представляет собой некристаллическое состояние твердого вещества, которое характеризуется изотропией свойств и отсутствием точки плавления, то есть процесс плавления происходит в некотором температурном интервале. При повышении температуры аморфное вещество размягчается и постепенно переходит в жидкое состояние. В аморфном состоянии нет дальнего порядка в расположении атомов, поэтому без внешних воздействий макроскопические свойства тела являются изотропными. Однако ближний порядок — ближайшее окружение атома в пределах трех первых координационных сфер — в аморфном состоянии сохраняется. Ближний порядок характерен и для жидкостей, но, в отличие от твердых тел, в жидкости происходит постоянный интенсивный обмен местами соседних атомов, который затрудняется по мере увеличения вязкости. Поэтому твердое тело в аморфном состоянии принято рассматривать как переохлажденную жидкость с очень высоким коэффициентом вязкости.
В аморфном состоянии твердое тело имеет больший объем и энтропию, поэтому при переходе в кристаллическое состояние вещество уплотняется с выделением значительного количества теплоты. Экспериментально аморфное состояние устанавливают по отсутствию дифракционных максимумов на рентгено-, нейтроно- и электрограммах, которые характерны для кристаллов, обладающих трансляционной периодичностью в расположении атомов. Аморфное состояние силикатных стекол формируется в процессе затвердевания переохлажденного расплава при непрерывном возрастании вязкости, и этот процесс называют стеклованием. По этой причине аморфное состояние, полученное из переохлажденного расплава, также называют стеклообразным.
Аморфная структура твердого тела такова, что ближайшее окружение атома нельзя сопоставить с какой-либо кристаллографической системой. При описании аморфной структуры исходят из модели случайной упаковки жестких сфер, которую первоначально предложил Бернал (1960 г.) для однокомпонентной жидкости. В этой модели структура тела определяется путем минимизации его объема. Для описания двухкомпонентных систем используют стереохимический подход (Гаскелл, 1979 г.), при этом координационные ячейки (нанокластеры) имеют симметрию, аналогичную тем ячейкам, которые реализуются в кристаллической фазе этой же бинарной системы. Предполагается, что эти нанокластеры существовали уже в исходном расплаве и были унаследованы в процессе быстрого охлаждения. Об изменении структуры расплава в процессе нагрева свидетельствует появление гистерезиса физических свойств, если температура расплава превысила некоторое критическое значение [1]. При переходе через критическую температуру расплав становится более однородным, снижается средний размер нанокластеров, что приводит к увеличению вязкости расплава и увеличению максимальной толщины ленты, при которой фиксируется аморфное состояние [2].
Для фиксации твердого состояния переохлажденной жидкости необходима высокая скорость охлаждения. Такая скорость достигается в объектах, имеющих небольшой размер хотя бы в одном направлении: к ним можно отнести порошок, проволоку или ленту. Способность вещества переходить из расплава в аморфное твердое состояние определяет его стеклообразующую способность, которую можно характеризовать максимальной толщиной образца hmax, имеющего аморфную структуру при заданной скорости охлаждения. При этом аморфное состояние получается только при условии превышения некоторой критической скорости охлаждения Rc, которая для сплавов на основе железа, кобальта и никеля составляет 105–106 К/с, что соответствует максимальной толщине ленты примерно 30–40 мкм.
В чистых металлах аморфное состояние трудно достижимо. Растворенные атомы, особенно, если их размер сильно отличается от размера атомов основного компонента, существенно сдерживают диффузию и, следовательно, стабилизируют аморфное состояние. Таким образом, стеклообразующая способность выше в многокомпонентных системах, имеющих более трех элементов. Повышению стеклообразующей способности способствует значительная разница в размерах основных трех химических элементов в сплаве (предпочтительно, чтобы она превышала 12%), а также отрицательная теплота смешивания этих элементов. В качестве независимого параметра стеклообразующей способности используют приведенную температуру стеклования Tg/Tm, где Tg — температура стеклования, Tm — температура плавления. На рис. 1 представлено соотношение между критической скоростью охлаждения расплава Rc, максимальной толщиной образца hmax с аморфной структурой и приведенной температурой стеклования Tg/Tm для разных аморфных сплавов [3]. Металлические сплавы с хорошей стеклообразующей способностью, имеющие критическую скорость охлаждения на уровне силикатного стекла 103 К/с и менее, выделяют в группу объемных аморфных металлических сплавов. Изделия из этих сплавов имеют аморфную структуру в толщине до 100 мм.
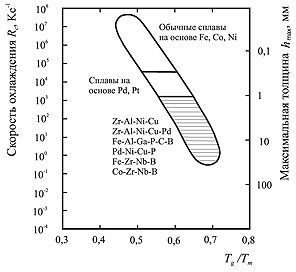
Рис. 1. Соотношение между критической скоростью охлаждения расплава Rc, максимальной толщиной образца hmax и отношением температуры стеклования к температуре плавления Tg/ Tm для различных типов аморфных сплавов
Тонкую аморфную металлическую ленту получают методом спиннингования расплава (англ. spinning — вытягивание), который заключается в формировании струи жидкого металла, вытекающего из отверстия в резервуаре, и подачи его на быстро движущуюся охлаждающую поверхность. При столкновении с поверхностью струя жидкого металла образует лужу, которая непрерывно пополняется из резервуара (рис. 2).

Рис. 2. Схематическое изображение устройства для производства аморфной ленты
В свою очередь холодная, быстро движущаяся поверхность непрерывно вытягивает из лужи быстрозакаленную ленту. В настоящее время при производстве аморфной ленты используется метод плоской струи, который, по сути, является усовершенствованным методом спиннингования. Стабильность лужи в этом способе достигается за счет малого зазора между соплом и движущейся поверхностью, около 0,2 мм. Это позволяет существенно снизить различные возмущения в луже расплава и стабилизировать процесс разливки. Вследствие симметрии процесса в методе плоской струи нет ограничений для получения широкой ленты. На современных установках непрерывной разливки производят аморфную ленту шириной до 300 мм.
Аморфные сплавы обладают высокой прочностью по сравнению с кристаллическими материалами. Известно, что прочность кристаллических металлов значительно меньше их теоретически возможных значений, что связано с наличием в реальных кристаллах дислокаций — элементарных носителей пластической деформации. В аморфной структуре фактически нет дислокаций, по крайней мере, в том виде, в котором они вводятся для кристаллической решетки. Это означает, что подвижность дефектов, ответственных за пластическое течение в аморфных сплавах, такова, что их движение возможно лишь при напряжении, близком к теоретическому значению G/30, где G — модуль сдвига. Кроме того, в аморфных сплавах предел текучести δт и предел прочности на разрыв δf практически равны между собой ввиду отсутствия деформационного упрочнения. Модули упругости в аморфных сплавах на 30–50% ниже, чем в кристаллических материалах. Это связано с тем, что вследствие хаотического расположения атомов в аморфном состоянии возрастает свободный объем, а средняя сила взаимодействия между атомами снижается. Увеличение скорости закалки в более тонких лентах приводит к росту свободного объема и снижению модулей упругости.
Наряду с высокой прочностью аморфные сплавы обладают высокой твердостью. При этом важным фактором является химический состав, поскольку твердость увеличивается в ряду металлоидов P, Si, C, B, добавляемых в сплав в качестве аморфизаторов. Твердость связана с модулем упругости и пределом текучести линейными соотношениями. Для аморфных сплавов отношение твердости по Виккер-су HV к пределу текучести δт составляет 2,5–3 (рис. 3), что близко к теоретическому значению 2,9 для идеально пластичных тел, не имеющих деформационного упрочнения [4]. Все сказанное позволяет называть аморфные сплавы высокопрочными материалами.

Рис. 3. Связь твердости HV с пределом текучести σт в аморфных сплавах на основе железа
Аморфные сплавы сочетают в себе высокую прочность и упругость. На рис. 4 приведено сравнение пределов прочности и упругости различных материалов.

Рис. 4. Пределы прочности и упругости различных материалов
Объемные аморфные металлические сплавы, состоящие из большого числа элементов с различным диаметром атомов, например, сплав Витрелой Zr41,2 Be22,5Ti13,8 Cu12,5 Ni10, производятся в промышленном масштабе. Здесь реализуется одно из основных преимуществ быстрозакаленных сплавов, а именно, возможность смешивания различных химических элементов без образования фаз и соединений, что обеспечивает однородность химического состава изделия. Сочетание высоких пределов упругости и прочности позволяет использовать объемные аморфные сплавы для изготовления спортивного инвентаря (например, ракетки для тенниса, клюшки для гольфа, бейсбольные биты), корпусов часов и телефонов [5].
Нагрев аморфных сплавов сопровождается структурными изменениями, связанными с атомными перестройками без диффузии на значительные расстояния. Такая структурная релаксация сопровождается уплотнением аморфной матрицы, обусловленной аннигиляцией избыточного свободного объема и снятием остаточных напряжений. Поэтому в результате нагрева аморфные сплавы постепенно теряют пластичность, то есть происходит их охрупчивание. Этот процесс начинается при температуре 200…300 °С. Температура ох-рупчивания выше в более тонкой ленте, полученной при высокой скорости закалки расплава, и она совпадает с температурным интервалом наиболее интенсивного уплотнения аморфного сплава.
При еще более высокой температуре аморфный сплав кристаллизуется. Фактически в качестве температуры кристаллизации аморфных сплавов принимается значение Тх, соответствующее началу экзотермического пика на кривой зависимости тепловыделения от температуры. Для большинства аморфных сплавов температура кристаллизации составляет (0,4–0,6) Тп температуры плавления и зависит от химического состава сплава. Современные промышленные аморфные сплавы имеют температуру кристаллизации, как правило, более 500 °С. Кристаллизация аморфных сплавов сопровождается существенным изменением большинства физических свойств с выделением теплоты и увеличением плотности материала. Необходимо отметить, что формирование первых кристаллитов начинается при температуре примерно на 100 °С ниже Тx. Часто кристаллизация начинается с поверхности, где выше структурная и химическая неоднородность материала и, следовательно, выше вероятность формирования зародышей кристаллизации.
Как правило, в результате кристаллизации формируются зерна размером 0,1–1 мкм, что приводит к катастрофическому ухудшению магнитных свойств, при этом коэрцитивная сила увеличивается на несколько порядков. Поэтому термическую обработку аморфных сплавов проводят при температуре ниже температуры кристаллизации сплава, так, чтобы сохранить его аморфную структуру. Стимулирование зарождения центров кристаллизации по всему объему аморфной матрицы и сдерживание начала процесса кристаллизации до более высокой температуры позволяет значительно уменьшить размер кристаллитов, до 10 нм. Вследствие ослабления макроскопической магнитной анизотропии в нанокристаллическом материале значительно возрастает магнитная проницаемость [6]. Таким образом, в исходном состоянии нанокристаллические сплавы представляют аморфный прекурсор со специально подобранным химическим составом, в котором после контролируемой термической обработки формируется нанокристаллическая структура.
Магнитомягкие материалы характеризуются низкой коэрцитивной силой и высокой магнитной проницаемостью. Чтобы добиться таких характеристик, необходимо в первую очередь свести к нулю константу магнитной анизотропии — величину, которая входит в выражение для плотности энергии магнитной анизотропии. В частном случае одноосной магнитной анизотропии плотность магнитной энергии записывается в виде wA=Ksin²θ, где K — константа магнитной анизотропии, а θ — угол между вектором намагниченности и главной осью симметрии. В кристаллических материалах ввиду трансляционной периодичности неизбежно существование естественной кристаллографической магнитной анизотропии. В аморфном состоянии этот тип магнитной анизотропии отсутствует, поэтому аморфные металлические сплавы изначально являются хорошим объектом для получения магнитомягких свойств.

В настоящее время аморфные металлические материалы, а точнее, металлические стекла, полученные из переохлажденного расплава, используются преимущественно в качестве магнитомягких материалов. Практически все производители имеют одинаковый сортамент, который можно рассмотреть на примере аморфных сплавов «ГАММАМЕТ» [7]. В таблице 1 представлены типичные свойства кольцевых магнитопроводов в защитных контейнерах после термической обработки без магнитного поля (в условном обозначении после цифр отсутствует буква), а также после отжига в продольном магнитном поле (условное обозначение с буквой А) и в поперечном магнитном поле (условное обозначение с буквой В). Все аморфные сплавы имеют высокое удельное электрическое сопротивление около 1,3·10–6 Ом·м и температуру кристаллизации 520…540 °С при номинальной толщине ленты 25 мкм. Сплавы на основе железа с первой цифрой 4 в условном обозначении отличаются высокой магнитной индукцией и магнитострикцией насыщения. Кроме того, нанокристаллические сплавы на основе железа (ГМ 414 и ГМ 412) имеют также высокую магнитную проницаемость [8]. Аморфные сплавы на основе кобальта с первой цифрой 5 в условном обозначении имеют близкую к нулю магнитострикцию насыщения, а это дополнительный фактор высокой магнитной проницаемости материала. В таблице приведены магнитные свойства материала, поэтому в электротехнических расчетах коэффициент заполнения магнитопровода принимается равным 0,7.
В таблице 1 магнитопроводы разделены на три группы в соответствии с требованиями к основной магнитной характеристике: высокая начальная магнитная проницаемость, высокая прямоугольность петли магнитного гистерезиса и низкая остаточная магнитная индукция. Для достижения высокой начальной магнитной проницаемости магнитопроводы ГМ 501 и ГМ 414 проходят термическую обработку без магнитного поля. Эффект термомагнитной обработки хорошо проявляется во всех аморфных сплавах, за исключением сплавов с температурой Кюри ниже 200 °С. Так, на рис. 5 представлены петли магнитного гистерезиса сплава ГМ 503 после отжига в продольном и поперечном магнитном поле.

Рис. 5. Петли магнитного гистерезиса аморфного сплава на основе кобальта после термической обработки в продольном (ГМ 503А) и поперечном (ГМ 503В) магнитном поле
Стрелками схематически показаны направления намагниченности в магнитных доменах. Магнитопровод ГМ 503А имеет прямоугольную петлю магнитного гистерезиса, а его перемагничивание происходит вследствие смещения на 180° доменных границ. Петля магнитного гистерезиса магнитопровода ГМ 503В имеет значительный линейный участок с низкой остаточной магнитной индукцией, поскольку перемагничивание такого магнито-провода осуществляется поворотом намагниченности к направлению магнитного поля.
Достаточно высокое для металлов удельное электрическое сопротивление аморфных сплавов (1,3·10–6 Ом·м) и толщина ленты 25 мкм определяют частотную область применения. В силовых устройствах электротехники и электроники аморфные сплавы можно эффективно использовать до частоты 100 кГц, учитывая допустимую температуру перегрева устройства. Если речь идет о маломощных электрических сигналах, то область применения расширяется до 10 МГц. При этом принимается в расчет, что в металлических материалах затухание обусловлено в первую очередь вихревыми токами, которые вызывают более слабое снижение магнитной проницаемости с частотой 1/√f, чем затухание, связанное с колебаниями доменных границ в ферритах, пропорциональное 1/f.
Нанокристаллические сплавы на основе железа ГМ 414 и ГМ 412 сочетают в себе высокую магнитную проницаемость, низкие удельные магнитные потери, низкую магнитострикцию и достаточно высокую магнитную индукцию насыщения. Это наиболее универсальные в магнитном отношении сплавы находят применение в широкой области частот. Аморфный сплав на основе железа ГМ 440 имеет высокую магнитную индукцию насыщения и низкие удельные магнитные потери. Сплав особенно эффективен на частоте 0,05–5 кГц, где полностью реализуется его высокая магнитная индукция без заметного перегрева магнитопровода. Аморфные сплавы на основе кобальта имеют близкую к нулю магнитострикцию насыщения. В промышленности изготавливаются сплавы с высокой начальной магнитной проницаемостью (ГМ 501), с высоким или низким коэффициентом прямоугольности петли магнитного гистерезиса (ГМ 503). В аморфном сплаве ГМ 515В достигается наиболее высокое постоянство магнитной проницаемости в широкой области напряженности магнитного поля до 300 А/м (рис. 6).

Рис. 6. Петля магнитного гистерезиса аморфного сплава на основе кобальта ГМ 515В с высокой магнитной индукцией насыщения после термической обработки в поперечном магнитном поле
Оказалось, что производителям аморфных сплавов экономически целесообразно изготавливать магнитопроводы из этих сплавов, имеющих форму, размеры и свойства, необходимые заказчику, в отличие от выпуска магнитопроводов из электротехнической стали и прецизионных сплавов. Электротехническая сталь поставляется в виде, готовом для использования, и только в случае изготовления витых или небольших плоских позиций у заказчика требуется отжиг для снятия внутренних напряжений. Прецизионные железоникелевые сплавы вообще поставляются без термической обработки. Магнитные свойства этих сплавов формируются в процессе рекристаллизации в защитной среде или вакууме после изготовления изделия заданной формы и размера у заказчика.
Поскольку для получения высокой магнитной проницаемости необходимо обязательно проводить отжиг при температуре 380…480 °С для снятия закалочных напряжений после быстрого охлаждения расплава, а также напряжений после навивки магнитопроводов, то аморфная лента неизбежно теряет пластичность. Однако процесс изготовления магнитопроводов из аморфной ленты организован так, что операции, требующие хорошей пластичности, проводят до отжига. После термической обработки магнитопровод имеет механические свойства, которые достаточны для того, чтобы без повреждений переместить его в защитный контейнер. Защитный контейнер предохраняет магнитопровод от внешних воздействий, а его перемещение внутри контейнера ограничено упругим наполнителем.
Упрочнение магнитопроводов достигается также другими средствами, например, пропиткой неорганическим или органическим клеем. При этом магнитопровод представляет композицию магнитного и немагнитного материала. В зависимости от степени упрочнения магнитопроводы можно использовать без защитного контейнера или для последующей механической обработки, например, резки для создания немагнитных зазоров или пазов. Естественно, что при упрочнении магнитопровода магнитные свойства снижаются. Поэтому в каждом конкретном случае необходимо приходить к компромиссу между магнитными и механическими свойствами изделия. В таблице 2 приведены магнитные свойства композиционных магнитопроводов «ГАММАМЕТ», которые изготовлены из тех же сплавов, что и соответствующие магнитопроводы в защитных контейнерах (таблица 1). Магнитные свойства в таблице 2 характеризуют композиционный материал, поэтому они отнесены к единице геометрического сечения или единице объема магнитопровода. В электротехнических расчетах коэффициент заполнения композиционного магнитопровода принимается равным 1.

Современные технологии позволяют изготавливать магнитопроводы из аморфных сплавов больших размеров, до 1000 мм, при этом форма магнитопроводов может быть кольцевой, овальной, стержневой, П- и Ш-образной [9]. Из аморфной ленты можно изготавливать очень крупные магнитопроводы для трансформаторов и электрических реакторов, работающих в силовых устройствах на частоте несколько килогерц. Низкие удельные магнитные потери в области нескольких десятков килогерц используются в трансформаторах и реакторах малой мощности [10]. Очень высокая начальная магнитная проницаемость определяет еще одну область применения — трансформаторы тока высокого класса точности, а также различные измерительные преобразователи [11]. Высокая магнитная проницаемость в широкой области частот, до 10 МГц, необходима для помехоподавляющих фильтров. Разнообразно применение аморфных материалов после термомагнитной обработки, в результате которой петля магнитного гистерезиса становится прямоугольной или имеет низкую остаточную магнитную индукцию. Например, магнитопрово-ды с прямоугольной петлей используются в качестве помехоподавляющего насыщающего реактора, обеспечивающего подавление выбросов тока в момент перехода прямого тока через ноль при переключении полупроводникового диода, или в качестве магнитного усилителя в источниках вторичного питания.
1. Баум Б. А. Металлические жидкости. М.: Наука, 1979.
2. Стародубцев Ю. Н., Сон Л. Д., Цепелев В. С., Тягунов Г. В., Тишкин А. П., Коробка О. Б. Влияние температуры нагрева расплава на механические и магнитные свойства аморфной ленты // Расплавы. 1992. № 4.
3. Inoue A., Makino A., Mizushima T. Ferromagnetic bulk glassy alloy // J. Magn. and Magn. Mater. 2000. V. 215–216.
4. Глезер А. М., Молотилов Б. В. Структура и механические свойства аморфных сплавов. М.: Металлургия, 1992.
5. Telford M. The case for bulk metallic glass // Materials today. 2004. March.
6. Herzer G. Nanocrystalline soft magnetic alloys // Handbook of magnetic materials. V. 10. Edited by K. H. J. Bushow. Amsterdam: Elsevier Science, 1997.
7. Стародубцев Ю. Н., Белозеров В. Я. Магнитные свойства аморфных и нанокристаллических сплавов. Екатеринбург: Издательство Уральского университета, 2002.
8. Стародубцев Ю., Белозеров В. Нанокристаллические магнитомягкие материалы // Компоненты и технологии. 2007. № 4.
9. www.gammamet.ru
10. Стародубцев Ю. Н. Теория и расчет трансформаторов малой мощности. М.: РадиоСофт, 2005.
11. Стародубцев Ю., Белозеров В. Аморфные и нанокристаллические сплавы для измерительных преобразователей // Компоненты и технологии. 2008. № 1.
 8 декабря, 2019
8 декабря, 2019 2 мая, 2012
2 мая, 2012 18 октября, 2007
18 октября, 2007