
Индукционная установка для напайки алмазных сегментов к отрезным кругам
Поэтому во многих отраслях машиностроения (особенно в инструментальном производстве, где 80% металлорежущего и горнобурового инструмента изготавливается с твердосплавными насадками) предпочтение отдают индукционной пайке.
Индукционная пайка — это технологический процесс, который осуществляется путем воздействия на паяемые детали переменного электромагнитного поля тока высокой частоты, то есть путем саморазогрева деталей под действием наведенных в них вихревых токов.
Основной задачей при индукционном нагреве под пайку является получение заданной равномерности температуры соединяемых деталей и припоя в зоне пайки.
Для решения этой задачи и получения при этом всех преимуществ индукционного нагрева необходимо правильно выбрать режим пайки: частоту и мощность высокочастотного источника питания, время пайки [1, 2, 3].
Так как при пайке индукционный нагрев производится на полную глубину, то ориентировочный расчет требуемой частоты можно выполнять по формулам для сквозного индукционного нагрева металлов [1], которые в полной мере справедливы при индукционном нагреве деталей с круглым и прямоугольным сечением. Но при этом желательно исходить из результатов анализа по каждому конкретному соединению. Кроме того, следует учитывать тот факт, что при индукционном нагреве существуют электромагнитные силы взаимодействия индуктора и нагреваемых деталей, направленных на их отталкивание от индуктирующего провода.
Учитывая рекомендации [2, 3], можно сделать вывод — детали, поглощающие одну и ту же удельную мощность, при более высокой частоте тока будут находиться в поле с меньшей напряженностью, а значит, испытывать меньшее электромагнитное давление со стороны поля и наоборот.
Следовательно, выбирая более низкие частоты для получения равномерного индукционного нагрева, надо учитывать, что нижний предел частоты, может быть ограничен не только фактором пониженного КПД, но и возможностью удержать собранные под пайку детали от смещения во время индукционного нагрева.
При выборе мощности высокочастотного источника питания рекомендуется на 1 см2 нагреваемой поверхности детали из ферромагнитных материалов затрачивать 1 кВт мощности.
Время индукционного нагрева под пайку должно составлять 10–120 с, что определяется возможностью получения требуемого распределения температуры, временем расплавления припоя и затекания его в шов.
Очень малое время индукционного нагрева, менее 5–10 с, может быть недостаточно для завершения процесса очистки флюсом паяемых поверхностей и достижения всеми паяемыми деталями одинаковой температуры. Завышение же времени пайки приводит к окислению и расширению нагреваемой зоны.
Касаясь вопроса используемого оборудования, применяемого для высокочастотной пайки, следует отметить, что на российском рынке практически отсутствует специализированное оборудование. Наибольшее распространение получили ламповые генераторы и установки типов ВЧГ и ВЧГЗ, характеризуемые целым рядом недостатков, наиболее существенным из которых с точки зрения безопасности труда и экологии является высокий уровень плотности потока электромагнитной энергии, излучаемой в окружающее пространство [4]. Низкий уровень механизации и автоматизации рассматриваемого технологического процесса исключает возможность экранирования индукторов, предписываемого предприятием-изготовителем ламповых генераторов, в результате чего обслуживающий персонал оказывается непосредственно в рабочей зоне, где нормированные напряженности электрических и магнитных полей в 4–5 раз превышают допустимые. Существенное уменьшение мощности излучения достигается особенностями конструкции источника питания и в первую очередь его электромагнитных элементов. Однако наиболее сложной задачей является конструирование оптимальной формы индуктора, которая обуславливается конфигурацией соединяемых пайкой деталей и их физическими свойствами.
Для напайки алмазных сегментов наиболее распространен метод индукционного нагрева в щелевом индукторе до температуры пайки с последующей выдержкой для достижения относительной равномерности индукционного нагрева. Недостатки этого метода очевидны: низкий КПД и неравномерность индукционного нагрева.
Наиболее эффективным средством для улучшения электромагнитной связи индуктора с нагреваемыми телами и тем самым значительным повышении КПД является применение магнитопроводов. Благодаря наличию магнитопровода индукционный нагреватель обладает существенно меньшим рассеянием магнитного потока в окружающее пространство и, соответственно, меньшими потерями, а также экологически более безопасен для обслуживающего персонала по сравнению с индукторами без магнитной системы. Одновременно магнитопровод играет роль концентратора магнитного потока и позволяет локализовать индукционного нагрев в необходимой зоне. В связи с этим очевидна актуальность дальнейших разработок индукционных нагревателей с магнитопроводами и использованием новых перспективных материалов, например, типа Fluxtrol [5], специально разработанных для этих целей. Преимуществами таких материалов являются более высокие рабочие температуры, а также легкость механической обработки для получения необходимой конфигурации магнитной системы и полюсных наконечников.
Дополнительным преимуществом индукторов с магнитопроводами является возможность распределения полной мощности, подводимой к индуктору, на отдельные дозы в соответствии с массой и физическими свойствами соединяемых при пайке деталей. Такое дозирование энергии, передаваемой в соединяемые пайкой детали, может осуществляться применением секционированной магнитной системы, отдельные части которой имеют разные ампер-витки, и, соответственно, разные величины магнитного потока, пронизывающего каждую деталь, находящуюся между соответствующими полюсными наконечниками [6].
Другой возможностью повышения эффективности индукционного нагревателя является введение сдвига фаз между магнитными потоками отдельных частей секционированного магнитопровода с целью получения вращающего магнитного поля. В результате, в случае соединяемых пайкой деталей сложной формы удается избежать перегрева отдельных зон этих деталей [7, 8].
Магнитная система в индукционном нагревателе может быть сконструирована с подвижными звеньями, концы которых образуют полюсные наконечники. Это позволяет расширить диапазон размеров нагреваемых деталей. Кроме того, эта конструкция делает возможным выполнить индукционный нагреватель в виде разъемных токовых клещей, что является насущной необходимостью для ряда ремонтных технологий, в частности, для распайки трубопроводов диаметром до 30 мм гидравлической, топливной и воздушных систем при ремонте силовых и компрессорных установок.
Учитывая все эти факторы, в НКТБ «Вихрь» разработана серия источников питания и индукционных нагревателей, которые входят в состав установок индукционной пайки (табл. 1). Одной из таких установок является установка для напайки алмазных сегментов к отрезным кругам, которая нашла широкое применение в промышленности.
Таблица 1. Преобразователи частоты на базе несимметричного инвертора и полупроводниковые приборы, используемые в них

На рис. 1 приведена принципиальная электрическая схема данной установки, а в таблице 2 — ее технические данные. Она состоит из полупроводникового преобразователя частоты, а также технологического поста с индуктором-трансформатором и компенсирующей батареей силовых конденсаторов.

Рис. 1. Электрическая принципиальная схема индукционной установки для напайки алмазных сегментов к отрезным кругам
Таблица 2. Технические данные индукционной установки для напайки алмазных сегментов к отрезанным кругам

Полупроводниковый преобразователь частоты. Полупроводниковый преобразователь частоты состоит из трех основных частей [9]:
- силовой части;
- блока управления, защиты и регулирования;
- пускового устройства.
- На рис. 1 блок управления и защиты с пусковым устройством не показаны.
- В состав силовой части преобразователя входят:
- выпрямитель В1;
- устройство принудительного выключения УПВ1;
- инвертор И1.
Выпрямитель собран по трехфазной мостовой схеме на диодах VD1…VD6. Выход выпрямителя подключается к входу инвертора через проходной тиристор VS1.
Подача напряжения от выпрямителя на вход инвертора осуществляется включением проходного тиристора VS1, а снятие этого напряжения — путем снятия отпирающего напряжения с управляющего электрода проходного тиристора VS1 и его принудительным выключением устройством выключения УВП1.
Устройство принудительного выключения подключено параллельно проходному тиристору VS1 и состоит из защитного тиристора VS2 и силового конденсатора С1. Для зарядки силового конденсатора С1 используется цепочка резисторов R1, R2. Принцип действия УВП1 основан на выключении проходного тиристора VS1 током обратной полярности предварительно заряженного силового конденсатора С1.
Диод VD7 образует замкнутый контур для продолжения протекания медленно спадающего тока входных дросселей L1.1, L1.2 при штатном или аварийном отключении питания инвертора.
Выпрямленное напряжение подается на вход инвертора И1, который преобразует его в переменное напряжение повышенной частоты.
В данном преобразователе использована схема резонансного одноячейкового несимметричного инвертора с встречно-параллельными диодами.
Инвертор состоит из четырех последовательно соединенных тиристоров VS1…VS4 типа ТА123-400-12 и четырех диодов VD1…VD4 типа ДЧ123-400-12, каждый из которых подключен встречно-параллельно тиристорам. Каждый тиристор зашунтирован RC-цепочкой (резистор РК133-17Ом, силовой конденсатор К78-2-1000В-0,1 мкФ 10% — по два в параллель). Кроме того, электрическая схема инвертора включает в себя коммутирующий силовой конденсатор С1 (набирается из силовых конденсаторов типа К78-22А 0,22 мкФ 5%), коммутирующий дроссель L3, а также дроссель насыщения L2.
Преобразователь питается от трехфазной сети (~50 Гц, 380 В) через автоматический выключатель QF1 и пускатель КМ1.
Кроме того, в состав преобразователя входит плата коммутации (на рис. 1 не показана) с устройством принудительного выключения УПВ1. Основное назначение данной платы — управлять пускателем КМ1, подавать питание цепям управления и выключать проходной тиристор VS1.
Преобразователь имеет защиту от перегрузок по току (МТЗ — максимальная токовая защита), от срывов инвертирования, от короткого замыкания выпрямителя, от превышения допустимой температуры элементов и прекращения подачи охлаждающей воды.
Для генерирования управляющих импульсов и распределения их в заданной последовательности по тиристорам инвертора, а также для снятия этих импульсов в аварийных ситуациях используется блок управления и защиты. В него также входит устройство, позволяющее вручную или автоматически производить регулирование выходных параметров преобразователя, обеспечивая необходимый режим заданного технологического процесса.
Система автоматического управления (САУ) режимом индукционного нагрева содержит канал измерения времени индукционного нагрева, канал уставок времени индукционного нагрева и канал измерения температуры пайки.
Значение времени индукционного нагрева вводится в память САУ и многократно используется при повторяющихся циклах пайки отрезных кругов одного типоразмера.
Конструктивно преобразователь собирается в металлическом шкафу с габаритными размерами 480J1150J950 мм (рис. 2).

Рис. 2. Конструкция силовой части полупроводникового преобразователя частоты
Выпрямитель VD1…VD6, проходной тиристор VS1 и диод VD7 размещены на двух групповых охладителях [10], а инвертор VS1…VS4; VD1…VD4 собран на базе унифицированного блока инвертора [9]. Подключение полупроводниковых приборов в схему преобразователя осуществляется через охладители с помощью медных трубок диаметром 10–12 мм, которые выполняют также функции водоохлаждаемых каналов.
Подключение их к охладителям осуществляется с помощью штуцеров. Штуцер вворачивается в корпус охладителя. Конец медной трубки развальцовывается под конус и на нее нанизывается ниппель и накидная гайка. Конец медной трубки с ниппелем сочленяется с конусным окончанием штуцера охладителя и жестко закрепляется с помощью накидной гайки. В результате медная трубка одним концом электрически прочно соединена с охладителем полупроводникового прибора, а другим концом подключается к другому элементу схемы.
В установке использован полупроводниковый преобразователь частоты мощностью 20 кВт частотой 22 кГц с выходным номинальным напряжением 250 В.
Технологический пост. Технологический пост (рис. 3) выполнен в виде рабочего стола 2, размещенного на конструкции шкафа. На рабочей поверхности стола 2 установлена несущая стойка 3, на оси которой крепится с помощью прижимной шайбы 5 и стяжной гайки 6 отрезной круг 4. Ось может перемещаться вдоль стойки, фиксируясь стяжной гайкой 6. Для исключения самопроизвольного перемещения оси предусмотрена блокировочная шпилька (на рис. 3 она не показана). С целью избежания коробления плоскости круга при индукционном нагреве предусмотрено устройство охлаждения 7, прилегающее к зоне индукционного нагрева. Устройство охлаждения 7 состоит из двух башмаков, представляющих собой полые сегменты, сквозь которые протекает вода. Кроме того, в состав этого устройства входит также прижимное устройство, обеспечивающее требуемый тепловой контакт башмаков с поверхностью круга. Механизм подъема индуктора состоит из пневмоклапана 1 и пневмоцилиндра 10. Пневмоцилиндр закреплен к нижней плате рабочего стола, на которой также установлены две направляющие. Шток пневмоцилиндра ввернут в основание фланца и перемещает его вдоль направляющих. На верхнем основании фланца установлен вентилятор 9, на который, в свою очередь, закреплен индуктор-трансформатор 8. Вентилятор 9 предназначен для охлаждения магнитопровода индуктора-трансформатора.

Рис. 3. Технологический пост:
1 — пневмоклапан;
2 — рабочий стол;
3 — несущая стойка;
4 — отрезной круг;
5 — прижимная шайба;
6 — стяжная гайка;
7 —устройство охлаждения отрезного круга;
8 — индуктор;
9 — вентилятор;
10—пневмоцилиндр
Технологическая оснастка. Технологическая оснастка состоит из индукционной системы и державки. Индукционная система ИС, показанная на рис. 4, занимает промежуточное положение между обычными цилиндрическими индукционными системами без магнитопровода и трансформатором с одним короткозамкнутым витком (загрузкой) во вторичной цепи и с воздушным зазором в магнитопроводе. По классификации [11] такие ИС называются трансформаторными системами с индукционным нагревом в поперечном магнитном поле. Основой индуктора-трансформатора является магнитопровод, склеенный из отрезков феррита марок 3000HMС и 2500НМС1, предназначенного для работы в сильных полях. Конструкция магнитопровода показана на рис. 5.

Рис. 4. Конструкция индукционной системы:
1 — отрезной круг;
2 — сегмент;
3—державка;
4 — обмотка;
5 — магнитопровод

Рис.5. Магнитопровод индуктора-трансформатора:
1 — сердечник ПП40х17,3000 HMD;
2 — сердечник П25-10-160,2 500НМС1
Обмотка индуктора-трансформатора равномерно намотана по всей длине магнитопровода и содержит 20 витков из «лицендрата» сечением 16 мм2. Индуктивность индуктора составляет 105–110 мкГн в зависимости от качества его изготовления. В воздушный зазор магнитопровода устанавливается корпус отрезного круга, к зубу которого с помощью прижимного устройства (державки) подается и фиксируется алмазный сегмент, на паяемую поверхность которого предварительно укладывается флюс и припой. Расположение сегмента на державке и его ориентация в зазоре индуктора-трансформатора фрагментарно показано на рис. 6.
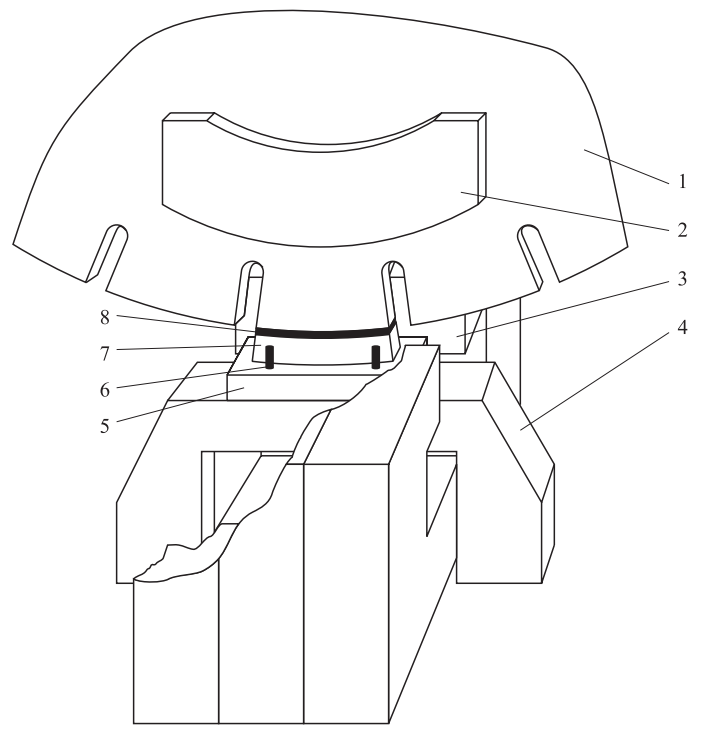
Рис. 6. Фрагмент расположения сегмента на державке и его ориентация в зазоре индуктора-трансформатора:
1-отрезной круг;
2- башмак системы охлаждения;
3-полюс индуктора-трансформатора;
4-корпус державки; 5-ложемента;
6-упоры;
7-сегмент;
8-припой и флюс
Параллельно выводам индуктора-трансформатора подключена компенсирующая батарея силовых конденсаторов.
Компенсирующая батарея силовых конденсаторов закреплена внутри рабочего стола. Она состоит из трех соединенных параллельно медной шиной конденсаторов типа К72-11А-750В-0,22 мкФ 5%.
Индуктор-трансформатор размещается в корпусе из стеклотекстолита и крепится через переходный фланец к вентилятору. Во фланце предусмотрены отверстия для прохождения воздушного потока, необходимого для обдува полюсов индуктора-трансформатора. Кроме того, полюса защищены от возможного чрезмерного индукционного нагрева, обусловленного излучением от паяемых элементов, с помощью пластинок из высокотемпературной керамики. Толщина пластины S = 0,5 мм. Воздушный поток проходит в зазоре между полюсом и керамической пластинкой.
Контроль индукционного нагрева может осуществляется визуально.
Для получения прочного, герметичного паяного соединения необходимо выполнение следующих условий:
- хорошая взаимная подгонка паяемых деталей с минимально необходимыми зазорами;
- высокая чистота паяемых поверхностей, обеспечение их очистки от загрязнений и окислов в процессе индукционного нагрева путем применения флюсов;
- правильный выбор припоя, который должен хорошо смачивать паяемые поверхности и проникать в зазоры между паяемыми деталями;
- достаточно быстрый и в то же время равномерный и одновременный нагрев всех элементов, участвующих в процессе пайки, выдержка при заданной температуре и охлаждение с требуемой скоростью.
Для пайки алмазного инструмента используются в основном два вида припоя: латунный Л63 и серебряный припой ПСр45, а в качестве флюса — бура, температурный интервал активности которой составляет 850–1150 °С. Припой Л63 используется для пайки сегментов на высокотемпературной связке, а припой ПСр45 — для пайки сегментов с низкотемпературной связкой (см. табл. 3).

Установка для напайки алмазных сегментов работает следующим образом. Отрезной круг 4 устанавливается на ось стойки 3 и закрепляется на ней с помощью прижимной шайбы 5 и стяжной гайки 6. Конструкция закрепления такова, что круг 4 может свободно поворачиваться вместе с осью. Плоскость круга 4 должна быть расположена в центре зазора индуктора-трансформатора 8.
Башмаки охлаждения (устройства охлаждения 7) прижимаются с обеих сторон круга 4. Желательно, чтобы уровень от нижнего основания башмаков до основания зуба составлял 50 мм.
В специальной державке фиксации и прижима фиксируются алмазный сегмент и полоска припоя с флюсом, и все это прижимается к зубу отрезного круга.
С помощью пневмоцилиндра в зону пайки подводится индуктор и включается полупроводниковый преобразователь частоты. Проходящий по обмотке индуктора переменный ток высокой частоты создает переменное магнитное поле, пронизывающее соединяемые пайкой зуб корпуса отрезного круга и алмазный сегмент. Магнитный поток, создаваемый индуктором-трансформатором, направлен перпендикулярно к плоскости отрезного круга.
Индуктируемые магнитным потоком вихревые токи, циркулирующие в плоскости зуба и алмазного сегмента, нагревают их до требуемой температуры. Индукционный нагрев будет продолжаться в течение времени, определенного заранее опытным путем (10–12 с), по истечении которого канал измерения времени САУ обесточит индуктор-трансформатор.
Далее следует выдержка 10–15 с, необходимая для кристаллизации припоя.
Затем снимают державку с сегмента и поворачивают круг на шаг зуба.
Далее производят те же операции, что и в предыдущей стадии пайки, пока не будет припаян последний сегмент к отрезному кругу.
Повторяемость режимов индукционного нагрева паяемых деталей получается благодаря системе автоматической подстройки источника высокочастотного питания, который в ходе всего технологического процесса настраивается на резонанс токов в нагрузочном контуре (индуктор-трансформатор — компенсирующая батарея силовых конденсаторов) и малой величиной зазора между полюсами индуктора трансформатора и паяемыми деталями.
В настоящее время на предприятиях страны работает около десяти таких установок.
- Слухоцкий А. Е., Немков В. С., Павлов Н. А., Бамунэр А. В. Установки индукционного нагрева: Учебное пособие для вузов / Под ред. А. Е. Слухоцкого. Л.: Энергоиздат. Ленингр. отделение. 1981.
- Вологдин В. В., Кущ Э. В. Индукционная пайка. Л.: Машиностроение. 1979. (Библиотечка высокочастотника-термиста. Вып. 6.)
- Вологдин В. В., Кущ Э. В., Асамов В. В. Индукционная пайка. Под ред. А. Н. Шамова. 5-е изд., перераб. и доп. Л.: Машиностроение. Ленингр. отделение. 1989. (Библиотечка высокочастотника-термиста. Вып. 6.)
- Иванов Б. С. Охрана труда в литейном и термическом производстве. М.: Машиностроение. 1990.
- www.fluxtrol.com
- Конструкция сердечника для индукционного нагрева и способ нагревания. Illinois Tool Works Inc.
- Патент 1815810, РФ HO5 B 6/36. Установка для нагрева проводящих тел вращающимся магнитным полем / Г. Ф. Игнатьев. БИ № 8. 1993.
- Патент 1713125, РФ НО5 В /36. Индуктор для нагрева поверхностей бегущим полем / Д. А. Носков. БИ № 7. 1992.
- Белкин А. К., Костюкова Т. П., Рогинская Л. Э., Шуляк А. А.Тиристорные преобразователи частоты. М.: Энергоатомиздат. 2000.
- Белкин А. К., Горбатков С. А., Гусев Ю. М. и др. Разработка и проектирование тиристорных источников питания. М.: Энергоатомиздат. 1994.
- Кувалдин А. Б. Индукционный нагрев ферромагнитной стали. М.: Энергоатомиздат. 1988.
 10 февраля, 2021
10 февраля, 2021 4 марта, 2021
4 марта, 2021 28 марта, 2011
28 марта, 2011