
Установка для размагничивания постоянных магнитов с затухающим разнополярным магнитным полем
Введение
Размагничивание (РМ) — это процесс, в результате которого под воздействием внешнего магнитного поля уменьшается намагниченность ферромагнитного материала [1]. На рис. 1 приведены основные методы РМ ферромагнитных материалов.

Рис. 1. Основные методы РМ ферромагнитных материалов
В таких областях, как аппарато-, приборо-, машино- и судостроение, РМ ферромагнитных деталей осуществляется до достижения нулевого значения. Процесс РМ становится более сложным в случае применения постоянных магнитов (ПM), так как последние отличаются большим значением коэрцитивной силы по индукции BHc и магнитной энергией W. Например, у ПМ марки NdFeB (Неодим–Феррум–Бор) модели 38EH BHc =2388 кА/м, W =287–303 кДж/м3 [2].
Эффективность РМ зависит от величины размагничивающего поля, частоты, скорости ее убывания, магнитной проницаемости материала и глубины проникновения поля.
Размагничивание непрерывным воздействием во времени магнитным полем заключается в создании разнополярного, убывающего по величине магнитного поля. Напряжение магнитного поля при первом цикле РМ превышает коэрцитивную силу размагничиваемой детали, вызванную остаточной намагниченностью в ней, и обеспечивает ее перемагничивание, а затем при каждом цикле перемагничивания магнитное поле уменьшается по амплитуде.
В качестве источника разнополярного магнитного поля обычно используют электромагнит (ЭМ), при этом уменьшение амплитуды магнитного поля, действующего на РМ-деталь, обеспечивается с уменьшением амплитуды тока в обмотке ЭМ. Поскольку при нагреве ПМ (точка Кюри) магнитные свойства исчезают, то РМ деталей в производстве осуществляют с помощью температурной обработки (термический метод).
На практике иногда сочетают воздействие частичного нагрева и затухающего разнополярного магнитного поля, причем нагрев может быть произведен за счет предварительного воздействия на РМ-деталь переменным магнитным полем в течение некоторого времени. Обработка магнитов при пониженной температуре исключает окисление магнитного материала и снижение магнитных свойств ферромагнетика. Этот способ является наиболее распространенным. Преимуществами данного метода являются: уменьшение влияния на РМ неоднородностей, отсутствие необходимости точного замера остаточной намагниченности материала перед РМ, наиболее полное размагничивание материалов. Основной недостаток метода: при первом цикле РМ возможно резкое перемещение деталей в магнитном поле и получение механических ударов от воздействия электромагнитной силы.
Потребность в ПМ в различных областях техники постоянно возрастает. Наибольший рост за последние годы отмечен у ПМ из высококоэрцитивных магнитотвердых материалов на основе редкоземельных элементов, которые отличаются большим значением коэрцитивной силы и энергии. Исходя из вышеизложенного, усовершенствование способов РМ постоянных магнитов становится актуальной и насущной задачей.
Режим работы электромагнита РМ-установки
В работе предлагаются новый режим работы, структура электромагнита РМ-установки, упрощенная структурная схема однофазной РМ-установки, принципиальная электрическая схема и принцип работы системы управления (СУ) установки. Согласно новому режиму работы электромагнита РМ-установки, характер напряженности магнитного поля H во времени t внутри рабочего объема обмотки ЭМ изменяется соответственно графику (рис. 2). Принцип РМ основан на способе воздействия нагрева и затухающего разнополярного магнитного поля на ПМ.
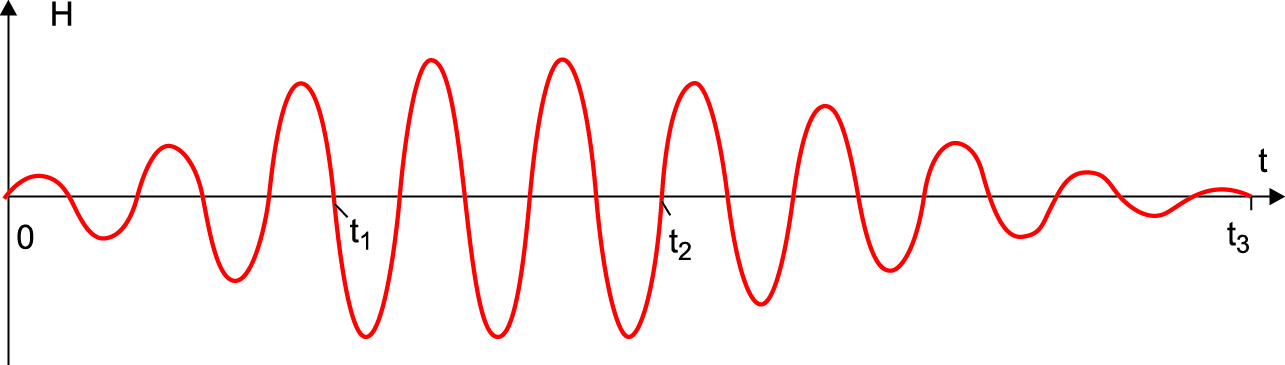
Рис. 2. Новый характер напряженности магнитного поля РМ
В интервале времени 0–t1 амплитуда магнитного поля плавно возрастает до максимального значения, при этом действующие на РМ-деталь электромагнитные силы тоже плавно увеличиваются, исключая тем самым резкие изменения электромагнитных сил и возникновение механических ударов на РМ-детали.
В интервале времени t1–t2 разнополярное магнитное поле в рабочем объеме ЭМ максимальное. В результате воздействия импульсов магнитного поля кривая из точки исходной намагниченности приводит в точку технического магнитного насыщения материала. Материал детали приобретает одинаковую намагниченность вне зависимости от исходной остаточной намагниченности. Это означает, что далее изменение намагниченности материала по всему объему детали будет происходить по одной кривой. В этом интервале времени потери в РМ-деталях обычно делят на потери, обусловленные гистерезисом и вихревыми токами, и дополнительные. Все эти потери представляют собой энергетические потери, характерные для ферромагнитных тел, которые могут быть использованы при нагревании РМ-деталей.
В интервале времени t2–t3 разнополярное магнитное поле по величине постепенно уменьшается, приводя к размагничиванию материала детали. При повторении импульсов, уменьшении их амплитуды и изменении полярности кривая намагниченности переходит в точку ноль — РМ-состояние.
На основе предлагаемого режима работы электромагнита спроектирована РМ-установка для ПМ магнитоэлектрических аппаратов, которая внедрена в промышленное производство.
Основные технические характеристики и структурная схема РМ-установки
Приведем некоторые технические данные разработанной РМ-установки:
- напряжение питающей сети 220±10 В;
- частота питающей сети 50±1 Гц;
- потребляемая мощность 14,5 кВА;
- количество витков обмотки 256;
- размер рабочей зоны электромагнита 120×90×200 мм3;
- длительность каждого регулируемого интервала 100 мс…120 с;
- вид запуска — ручной однократный;
- режим работы — повторно-кратковременный;
- охлаждение — естественное воздушное.
На рис. 3 приведена упрощенная структурная схема однофазной РМ-установки, которая состоит из ЭМ и системы тиристорного преобразователя (ТП) переменного напряжения. Два тиристора V1 и V2 включены встречно-параллельно в цепи с питающим переменным напряжением U и ЭМ-нагрузкой. В устройстве ТП с помощью системы управления применено фазовое регулирование с отстающим углом управления a, что создает в катушке серию разнополярных импульсов тока. Длительность интервалов 0–t1, t1–t2 и t2–t3 можно плавно регулировать. Обычно длительность устанавливается перед РМ.

Рис. 3. Упрощенная структурная схема однофазной РМ-установки
Конструкция ЭМ приведена на рис. 4. Для снижения гистерезисных и вихревых потерь неподвижный 3 и подвижный 4 сердечники шихтованные, собраны из пластин электротехнической стали, изолированных пленкой лака. Кожух 5 ЭМ, имеющий разрез по высоте, во избежание короткозамкнутого вторичного витка, вместе с сердечниками 3 и 4 составляет магнитопровод ЭM. В рабочем объеме 6 РМ-деталь размещается таким образом, чтобы направление магнитного поля обмотки 1 совпадало с направлением намагниченности РМ-детали. Размагничивающий объект становится частью магнитной цепи ЭМ.

Рис. 4. Структура электромагнита РМ-установки:
1 — обмотка;
2 — каркас обмотки;
3 — неподвижный сердечник;
4 — подвижный сердечник;
5 — внешний экран (кожух);
6 — рабочий объем
На рис. 5 приведены временные диаграммы напряжения uн и тока iн нагрузки в интервале 0–t1 и в начале интервала t1–t2, иллюстрирующие работу ТП в процессе РМ деталей. Режим работы ТП в интервале t2–t3 аналогичен работе ТП в интервале 0–t1, но с управлением в обратной последовательности.
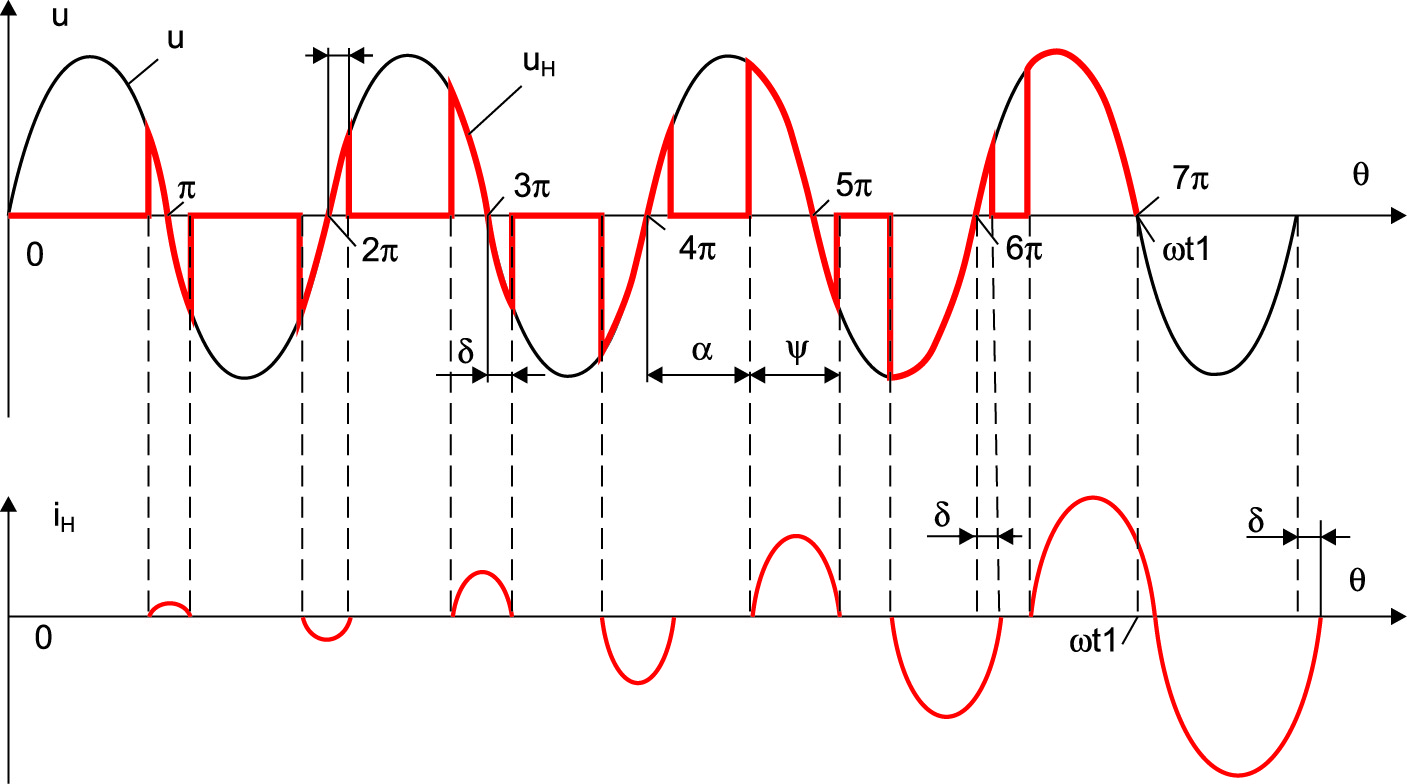
Рис. 5. Временные диаграммы напряжения и тока нагрузки
Действующее значение напряжения на обмотке (активно-индуктивная нагрузка) ЭМ от угла управления a может быть определено из соотношения [3]:

а действующее значение тока в обмотке:

где U — действующее значение переменного напряжения на входе; θ = ωt, ω — угловая частота питающей сети; Rн и Lн — соответственно активное и индуктивное сопротивления нагрузки.
В интервале времени t1–t2 управление тиристорами осуществляется критическим значением угла управления α = αкр. В этом случае ток спадает до нуля в момент времени, при котором интервалы проводимости тока d полностью занимают интервалы a. В этом случае момент запирания одного тиристора совпадает во времени с моментом отпирания другого тиристора. Паузы в кривой тока iн и напряжения uн отсутствуют, и длительность проводящего состояния каждого тиристора становится равной 180°, то есть α = αкр, d = arctgwLн/Rн.
В этом интервале действующее значение напряжения uн на обмотке максимально, а кривая тока iн становится непрерывной и синусоидальной, определяемой по формуле:

В интервале t2–t3 частота размагничивающего поля постепенно уменьшается, что увеличивает эффективность РМ, так как увеличивается глубина проникновения магнитного поля в материал.
Принципиальная электрическая схема и принцип работы
На рис. 6 представлена принципиальная электрическая схема ТП системы управления РМ-установки.

Рис. 6. Принципиальная электрическая схема тиристорного преобразователя РМ-установки
Электрическая схема СУ состоит из следующих узлов (рис. 6): задатчик интенсивности нарастания и снижения напряжения нагрузки, выполненный на операционном усилителе DA1.2 и элементах R1–R6, C2, C3, D5; таймер режима максимального напряжения нагрузки, состоящий из операционного усилителя DA1.1 и элементов R12–R17, T2 и C4; генератор пилообразного сигнала, состоящий из операционного усилителя DA2.2 и элементов — R24, R25, R27, R28, R29, T4, C8, D7 и D8; компаратор DA2.1, определяющий фазу открывания тиристоров; оптопары OC1–OC4, обеспечивающие передачу открывающих импульсов на тиристоры и прием сигнала о состоянии тиристора.
При нажатии кнопки S1 переключается триггер DD1.1, включая реле K1 в цепи транзистора T3. Контакт реле K1 определяет режим работы задатчика интенсивности (нарастание или убывание сигнала задания напряжения нагрузки). Компаратор DA1.3 управляет работой таймера режима максимального напряжения нагрузки, т. е. в зависимости от уровня сигнала на выходе задатчика интенсивности запускает или сбрасывает таймер. По истечении времени таймера максимального напряжения нагрузки компаратор DA1.4 переключает триггер DD1.1 в исходное положение, и тем самым начинается режим снижения напряжения нагрузки. Для сброса задатчика интенсивности (DA1.2) при включении питания используется реле времени на транзисторе T1 и элементах R7–R9 и C1.
Генератор пилообразного сигнала (DA2.2) работает в зависимости от состояния тиристоров, т. е. если оба тиристора закрыты, генератор наращивает уровень сигнала до уровня на выходе задатчика интенсивности. Далее компаратор DA2.1 генерирует импульс открывания тиристоров. После того как один из тиристоров открывается, генератор переходит в режим ожидания, при котором сигнал на его выходе нулевой. На следующем полупериоде напряжения сети процесс повторяется.
Время нарастания напряжения нагрузки задается потенциометром R2, время снижения напряжения — потенциометром R1, а время режима максимального напряжения — потенциометром R16.
На рис. 7а–г показаны временные диаграммы напряжений на выходе РМ-установки на разных этапах процесса размагничивания (рис. 5), а на рис. 8 — экспериментальный макет.

Рис. 7. Временные диаграммы напряжений на обмотке ЭМ на разных этапах процесса РМ
Размагничивание намагниченных деталей из ферромагнитных материалов перед сборкой из них устройств и приборов необходимо для устранения влияния остаточных магнитных полей на измерительные устройства и для облегчения процедуры сборки.

Рис. 8. Экспериментальный макет установки размагничивания
Кроме этого, в намагниченном магните с течением времени магнитные параметры (магнитный поток, напряженность магнитного поля) уменьшаются. Это явление называется старением ПМ, которое отрицательно отражается на работе собранного магнитоэлектрического аппарата. Разборка бракованного изделия с ПМ затруднена. Для облегчения процедуры разборки желательно устройство предварительно размагнитить.
Выводы
Разработанная РМ-установка обладает высоким коэффициентом полезного действия, универсальностью регулирования времени процесса РМ, увеличивает эффективность РМ и обеспечивает получение сильных магнитных полей РМ.
- ГОСТ 19693-74 «Материалы магнитные. Термины и определения». М.: Изд.-во стандартов. 1974.
- Неодимовые магниты NdFeB (постоянные магниты).
- Забродин Ю. С. Промышленная электроника. М.: Высшая школа. 1982.
 9 мая, 2020
9 мая, 2020 11 декабря, 2023
11 декабря, 2023 7 декабря, 2016
7 декабря, 2016