
Раздвигая границы.
Легко ли поднять рабочую температуру силовых модулей до +200°С?
Основные требования и направления развития приборов силовой электроники могут быть сформулированы следующим образом:
- повышение предельных значений коммутируемого тока и напряжения;
- снижение уровня статических и динамических потерь;
- расширение диапазона рабочих температур;
- повышение надежности, улучшение стойкости компонентов в аварийных режимах, увеличение срока службы;
- уменьшение удельной стоимости.
Решение этих вопросов неотделимо от процесса совершенствования производственных процессов и внедрения новых полупроводников, в первую очередь широкозонных. Применение передовых технологий изготовления и прецизионных методов контроля, уменьшение размеров кремниевых структур привели к тому, что свойства современных силовых приборов подошли к пределам, обусловленным их физическими свойствами. Это является причиной поиска альтернативных полупроводниковых материалов, который ведется с начала 50-х годов и особенно активизировался в последнее время.
Внимание производителей силовых приборов в первую очередь сосредоточено на двух материалах с расширенной запрещенной зоной — карбиде кремния (SiC) и нитриде галлия (GaN). По сравнению с кремнием они имеют гораздо больший «энергетический зазор» между валентностью и зоной проводимости, что позволяет снизить потери проводимости и переключения, расширить температурный диапазон и улучшить теплоотдачу.
Потребность в расширении температурного диапазона (как минимум до +200 °С) вызвана следующими факторами:
- развитие гибридного и электротранспорта, необходимость отвода тепла от инвертора привода через контур жидкостного охлаждения двигателя (температура тосола может достигать +110…+120 °С);
- тенденция к увеличению токовых нагрузок, повышению плотности мощности и снижению габаритов преобразовательных устройств.
Очевидно, что внедрение широкозонных полупроводниковых материалов (SiC, GaN), способных надежно работать при высоком уровне перегрева, требует поиска новых термостойких материалов корпуса и изменения подхода к проектированию силовых модулей. Не подвергается сомнению тот факт, что расширение границ температурного диапазона должно происходить одновременно с увеличением ресурса электронных силовых модулей. В терминах классической модели определения срока службы можно сказать, что для решения данной задачи показатели надежности должны быть улучшены примерно в пять раз.
Новые поколения IGBT и диодов, выведенные на рынок в последние годы, уже допускают перегрев кристаллов до Tjmax = +175 °C. Однако при этом в документации ряда производителей упоминается, что для обеспечения долговременной надежности среднее значение температуры (Tjm) не должно превышать +125 °C.
Увеличение предельной величины Tj на 25 °С означает качественный скачок в технологиях корпусирования, требующий кардинального пересмотра свойств материалов и отказа от традиционных процессов пайки (соединение кристаллов с изолирующей DBC-подложкой, а также подложки с корпусом) и ультразвуковой сварки алюминиевых проводников (подключение выводов чипов). Данные производственные процессы, хорошо отработанные и оптимизированные для производства силовых ключей, являются барьером, не позволяющим преодолеть проблемы накопления усталости и стойкости к термоциклированию при высоких градиентах DTj.
Первым шагом к решению задачи стал выпуск в 2008 г. модулей семейства SKiM63/93 [1, 5], в которых полностью отсутствуют паяные соединения. Данные компоненты не имеют базовой платы, их основанием является изолирующая керамическая плата, устанавливаемая непосредственно на радиатор. Это позволило устранить паяный слой большой площади, являющийся основной причиной отказов силовых ключей, работающих в режиме циклической нагрузки. Соответственно, исключаются и проблемы, связанные с накоплением усталости. Для монтажа кристаллов в новых модулях применена технология диффузионного спекания серебряного порошка [6], температура плавления получившегося слоя превышает +900 °С (у современных промышленных припоев +220…+240 °С).
Все электрические соединения в SKiM63/93 обеспечиваются только за счет прижима, для связи выводов управления с драйвером использованы пружинные контакты. Надежность прижимного способа соединения подтверждена многолетним опытом эксплуатации модулей SKiiP, широко применяемых на транспорте и в альтернативной энергетике.
Следующей проблемной технологией, которую необходимо усовершенствовать для расширения температурного диапазона, является ультразвуковая сварка алюминиевых проводников, соединяющих металлизацию чипов и контактные площадки на DBC-плате. Классическая картина разрушения области контакта под действием термоциклов показана на рис. 1. Данный процесс сопровождается так называемым эффектом «домино», поскольку отрыв алюминиевых проводов приводит к нарушению равномерного распределения токов IGBT и соответствующему локальному повышению температуры, ускоряющему разрушение оставшихся связей.

Рис. 1. Разрушение связи алюминиевых выводов с металлизацией кристаллов при термоциклировании (фото сделано с помощью сканирующего электронного микроскопа)
Разрастание трещин внутри алюминиевого проводника начинается на границе мелкозернистой и крупнозернистой зон и идет от краев области контакта к ее центру. Предполагается, что изменение размера частиц микроструктуры алюминия и образование зон, содержащих крупные и мелкие зерна, происходит в процессе ультразвуковой сварки выводов кристаллов. Когда повреждения достигают центра контактной области, начинается отслоение проводника и разрыв электрического соединения. У оставшихся проводников возрастает токовая нагрузка, увеличивается перегрев как самих выводов, так и зоны их контакта с чипом.
Одним из возможных способов решения задачи является изменение геометрии выводов и их контактных площадок. Например, увеличение характеристического соотношения (отношение высоты петли к расстоянию между двумя точками сварки) существенно повышает устойчивость соединения к воздействию активных термоциклов [2]. Данная мера (повышенное соотношение между высотой петли и расстоянием между зонами контакта Al проводников) позволяет обеспечить приемлемые показатели надежности при нагреве кристаллов до +175 °С. Однако дальнейшее расширение температурного диапазона требует поиска других, более кардинальных решений.
Исследованиями в данной области много лет занимается компания HERAEUS, являющаяся основным поставщиком материалов для производства проводниковых выводов чипов. С начала 80-х годов специалисты фирмы анализируют возможность применения композитов, в материалах 2007 г. [3] отмечено, что стойкость к термоциклированию может быть заметно увеличена при использовании ленточных выводов из алюминизированной меди (Al-clad Cu). Данный факт привлек пристальное внимание производителей силовой элементной базы, в результате чего HERAEUS начал работы по улучшению свойств композитных проводников с круглым профилем.
Поперечное и продольное сечение Al-clad Cu провода диаметром 300 мкм показано на рис. 2. Толщина алюминиевого покрытия составляет 25–35 мкм при сечении медного «ядра» 230–250 мкм, объемное содержание Cu при этом составляет 60–70%.

Рис. 2. Сечение медного алюминизированного проводника в поперечном и продольном направлении
Столь высокая медная фракция требует очень точной «настройки» механических свойств выводов, предназначенных для каждого конкретного применения. Вследствие этого для тестирования было изготовлено две различные версии проводников: А и В.
Композит типа «А» выполнен на основе твердого алюминия с более высоким пределом текучести. Данная комбинация материалов демонстрирует максимальную стойкость к механическим циклическим нагрузкам благодаря большой величине рассеянной энергии. Отметим, что это один из важнейших показателей, определяющий вязкоупругие и неупругие (неэластичные) характеристики материалов. Величину рассеянной энергии можно определить как область, входящую в нагруженную и ненагруженную часть кривой напряжения деформации (называемую также петлей гистерезиса).
Свойства материала типа «А» могут быть использованы для производства проводников, подключаемых к жестким поверхностям полупроводниковых или пассивных компонентов. Композит Al/Cu типа «В» является более «мягким», его характеристики оптимизированы для ультразвуковой сварки. Благодаря менее твердому алюминиевому покрытию и низкому пределу текучести материал «В» обеспечивает более широкие контактные площадки, за счет чего снижается риск повреждения кристалла. Его стойкость к механическим циклическим нагрузкам хуже, чем у типа «А», однако в любом случае она лучше, чем у чистого алюминия.
Воздействие асимметричной механической циклической нагрузки позволяет выявить разницу свойств обычных (Al) и композитных (Al-clad Cu) выводов. С этой целью отрезок проводника длиной несколько миллиметров закрепляется в специальном приспособлении и подвергается периодической нагрузке при определенном уровне пластической деформации. Для оценки данного процесса используется два основных критерия: фиксированное относительное удлинение и фиксированная рассеянная энергия.
На рис. 3 относительное удлинение показано по оси Х, при этом значение энергии является интегралом удлинения по величине приложенного усилия, соответствующего площади петли гистерезиса. Одним из параметров, характеризующих отличие тестируемых материалов, является большая величина усилия, вызывающего аналогичное удлинение алюминизированного медного проводника.

Рис. 3. Измерение характеристик усилия деформации Al и Al/Cu проводников (слева). Оборудование для тестирования соосности, образец провода располагается между фиксаторами (справа)
Для Al/Cu композита область внутри петли гистерезиса «поворачивается» в направлении оси Y. Зависимость количества механических циклов, приводящих к отказу при определенном уровне нагрузки, формирует так называемую кривую усталости, показанную на рис. 4. Полученные результаты подтверждают тот факт, что композитный (Al-clad Cu) вывод способен выдерживать большее количество механических стрессов до начала его разрушения, чем проводник из чистого алюминия.

Рис. 4. Кривая усталости алюминиевого и медного алюминизированного проводника (тип «В») для пластической деформации (справа) и рассеянной энергии (слева)
Для проверки стойкости нового материала к воздействию термоциклов был выбран силовой модуль SKiM63, предназначенный для работы в жестких условиях транспортного привода. В ходе первой серии тестов проводники (Al-clad Cu) типа «А» сравнивались со стандартными (Al). Чтобы избежать растрескивания опорной поверхности выводов, в обоих случаях было выбрано характеристическое отношение длин петель между точками ультразвуковой сварки, равное 0,32. Поскольку твердость материала «А» слишком велика, чтобы обеспечить хорошее сварное соединение с тонкой металлизацией чипов IGBT, испытаниям подвергались только кристаллы диодов. Тесты на стойкость к термоциклированию проводились при трех различных градиентах температуры, время прохождения тока было выбрано небольшим (1–2 с) для сокращения продолжительности процесса.
Целью следующей серии испытаний было исследование свойств композита Al/Cu типа «В», который является более мягким и пригодным для ультразвуковой сварки с контактной поверхностью чипов IGBT. Для ускорения тесты проводников типа «В» проводились только при двух градиентах температуры кристаллов DTj = 110 K и DTj = 135 K. Полученные результаты, представленные в таблице, позволяют сравнить свойства проводников из композитных материалов «А» и «В», а также чистого алюминия.
|
Тест |
∆Tj, K |
Al/Cu тип «А», чип диода |
Al/Cu тип «В», чип IGBT |
Al, чип диода |
|
A |
70 |
8 500 000 |
– |
380 000 |
|
B |
110 |
486 000 |
257 000 |
60 000 |
|
C |
135 |
77 000 |
68 000 |
21 000 |
Хотя процесс ультразвуковой сварки лучше адаптирован к «мягкому» композиту Al/Cu типа «В», его стойкость к термоциклированию оказывается гораздо ниже, чем у более «твердых» выводов типа «А». При градиенте DTj = 135 K сварные соединения проводников «В» выдерживают только 68 000 циклов, в то время как этот показатель для версии «А» составляет 77 000. Разница становится еще более ощутимой при меньшем перепаде температур DTj = 110 K, при этом соединение вывода «В» разрушается после 257 000 циклов, что примерно вдвое хуже, чем у версии «А» (486 000). Тем не менее по сравнению со стандартными проводниками из чистого алюминия преимущество мягкого композита оказывается четырехкратным, и оно должно быть еще выше для небольших градиентов, свойственных реальным условиям эксплуатации.
Необходимо подчеркнуть, что представленные в статье результаты получены на самых первых образцах композитных материалов. Кроме того, не был проведен анализ свойств связей, однако оптимизация процесса ультразвуковой сварки и внедрение новых типов проводников несомненно должны повысить стабильность механических характеристик соединений и улучшить их надежность.
Композитные Al-clad Cu проводники и SKiN-технология
Для решения проблемы расширения температурного диапазона в качестве первого шага планировалось заменить алюминиевые соединения кристаллов на медные. Однако использование чистой меди требует изменения материала металлизации чипов с Al на Cu, что связано с необходимостью решения ряда серьезных вопросов. Медные контактные площадки на кремниевых кристаллах подвержены диффузии и коррозии. Диффузионное проникновение меди в полупроводник может ухудшить его электрические характеристики. Коррозия также приведет к нарушению нормальной работы полупроводниковых ключей: образующиеся в результате ее воздействия проводящие структуры будут воздействовать с интенсивным электрическим полем на пассивированных краях элементов с высоким блокирующим напряжением. В обоих случаях необходимо изменить технологию металлизации чипов.
Однако если проводники изготавливать не из чистой, а из алюминизированной меди, то их свойства оказываются очень близкими к характеристикам традиционных алюминиевых выводов. В этом случае их соединение с металлизацией кристаллов имеет аналогичные показатели, и для достижения оптимальной связи требуется только незначительное изменение режима сварки. Таким образом, применение композитных Al/Cu проводников для подключения кристаллов IGBT и диодов дает возможность существенно повысить надежность силовых ключей в рамках существующих производственных процессов.
Внедрение технологии SKiN [7], позволяющей полностью отказаться от ультразвуковой сварки, открывает широкие просторы для дальнейшего развития силовой электроники. Использование гибкой металлизированной полиамидной пленки для соединения кристаллов и терминалов за один технологический цикл дает возможность расширить температурный диапазон, повысить уровень интеграции, улучшить показатели надежности.
Реализация SKiN-концепции означает одновременное решение ряда ключевых проблем, стоящих перед производителями силовых ключей, в первую очередь это снижение теплового сопротивления и улучшение динамических свойств конструктива. Однако для реализации данных возможностей необходимо полностью изменить подходы к проектированию силовых ключей. Поэтому в первую очередь преимущества SKiN-технологии будут использованы в тех приложениях, где предъявляются наиболее высокие требования по надежности и плотности мощности.
В отличие от этого, медные алюминизированные проводники способны с успехом заменить алюминиевые в серийно производимых модулях. Подобная модернизация не требует существенного изменения стандартных конструктивов, композит Al/Cu может быть использован в любых современных компонентах, где используется ультразвуковой способ подключения кристаллов. Одновременный отказ от пайки кристаллов на изолирующую подложку и переход на технологию низкотемпературного спекания позволяет кардинально расширить диапазон рабочих температур без ухудшения показателей надежности.
Сравнение показателей стойкости к термоциклированию обычно производится при одинаковых значениях градиента температуры ΔТ, однако данная методика применима для модулей с аналогичной или близкой величиной теплового сопротивления (рис. 5). Однако в некоторых случаях значение Rth отличается существенно, например у модулей SKiN оно снижено более чем на 20% по сравнению с силовыми ключами традиционной конструкции. Очевидно, что для того чтобы создать аналогичный перепад температуры у компонента с лучшими тепловыми характеристиками, необходима более высокая плотность тока. При ее постоянной величине модуль с более высоким тепловым сопротивлением должен иметь гораздо лучшую стойкость к воздействию активных циклов мощности, чтобы его можно было признать сравнимым по надежности.

Рис. 5. Стойкость к термоциклированию в зависимости от ΔТ: сравнение характеристик алюминиевых (диаметр 300 мкм) и медных алюминизированных проводников с аналогичным соотношением длины и диаметра (тип «А», сварное соединение с кристаллом диода)
Заключение
Внедрение новых технологий корпусирования необходимо для решения насущных задач современного рынка силовой электроники. В первую очередь сказанное относится к областям энергетики, а также электрического и гибридного транспорта, где проблемы повышения плотности тока и надежности, расширения температурного диапазона стоят наиболее остро. Это также связано с началом активного применения широкозонных полупроводниковых материалов, в первую очередь на основе карбида кремния (SiC).
К неоспоримым достоинствам SiC-структур на уровне силовых модулей следует отнести низкий уровень динамических потерь и хорошие тепловые характеристики. На системном уровне преимущества силовых карбидокремниевых ключей позволяют заметно повысить выходную мощность преобразовательных устройств при существенном снижении их массогабаритных показателей.
Максимальный ток SiC-ключей с ростом частоты спадает в гораздо меньшей степени, чем у кремниевых компонентов. Например, при увеличении Fsw от 10 до 40 кГц величина Рout снижается только на 25–30%. Переход на более высокие частоты коммутации позволяет упростить выходной LC-фильтр, цена и габариты которого вносят существенный вклад в экономические показатели готового изделия. При увеличении площади кристаллов преимущества SiC-ключей могут распространяться и на диапазон низких частот (3–4 кГц), характерный для приводных применений. Сказанное поясняется графиками, приведенными на рис. 6 и показывающими зависимость плотности мощности от частоты коммутации для модулей MiniSKiiP c карбидокремниевыми и кремниевыми кристаллами.
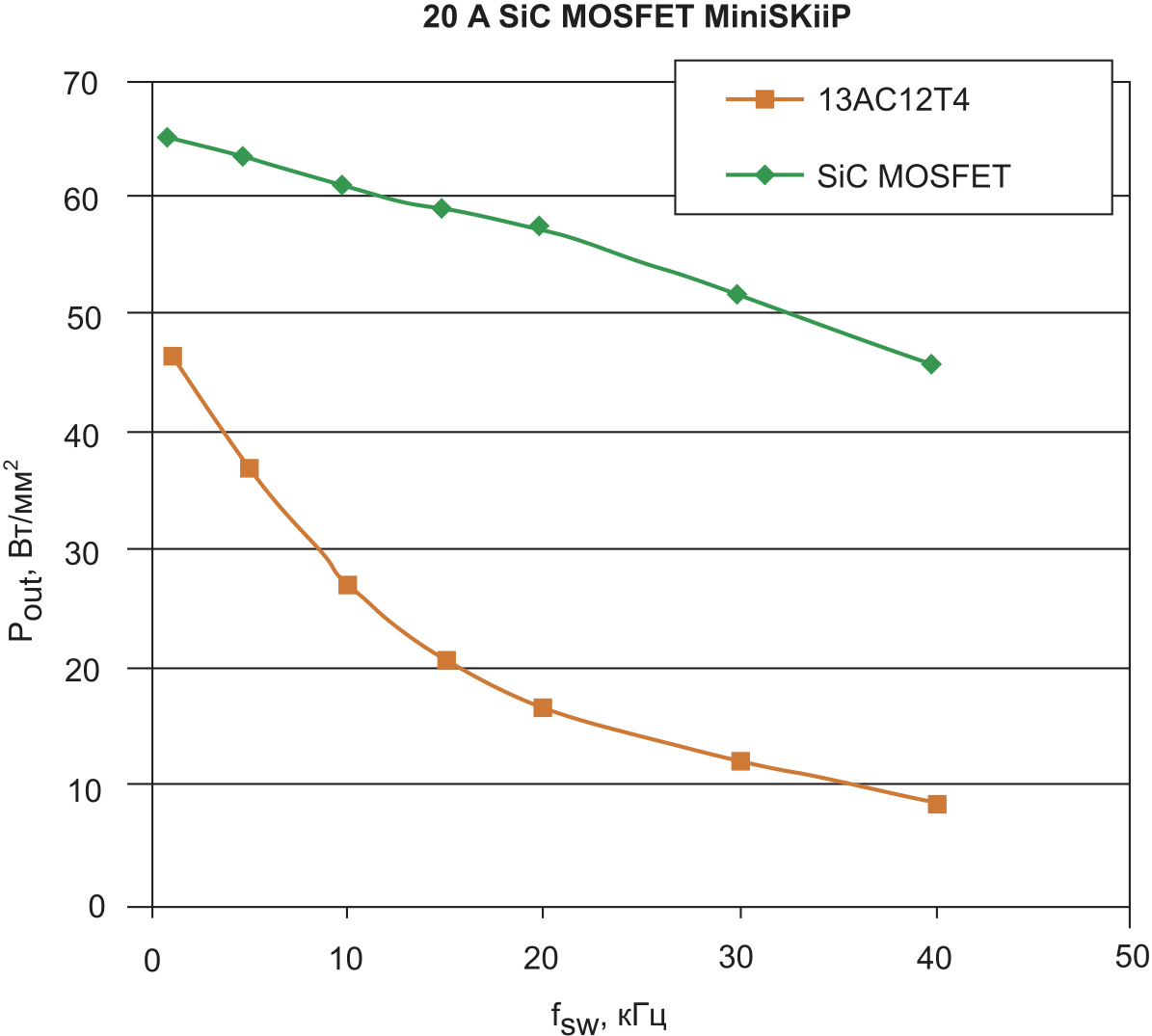
Рис. 6. Зависимость плотности мощности (выходная мощность, отнесенная к площади кристалла) от частоты коммутации Fsw модуля IGBT MiniSKiiP 13AC12T4 и аналогичного MiniSKiiP SiC MOSFET. Тепловые расчеты выполнены для режима воздушного охлаждения при температуре +40 °С
К важным достоинствам SiC-структур также относится положительный температурный коэффициент прямого напряжения (для MOSFET и диодов), что позволяет наращивать мощность за счет параллельного соединения кристаллов в модуле и силовых ключей в системе.
C применением широкозонных материалов предельная рабочая температура может быть повышена как минимум до +200 °С. Однако, для того чтобы реализация этих возможностей происходила без ухудшения показателей надежности, необходимо внедрение соответствующих технологий корпусирования модулей, поиск новых интерфейсных материалов, отказ от традиционных технологий пайки и сварки. Кардинальным решением данной проблемы стало внедрение компанией SEMIKRON процесса низкотемпературного спекания и разработка SKiN-концепции.
Широкому применению карбидокремниевых компонентов на сегодня препятствует ограниченная нагрузочная способность и высокая цена. Основным путем расширения токового диапазона является увеличение размера чипа, однако это не лучший способ в отношении SiC-структур, поскольку он ведет к резкому росту процента дефектных кристаллов и дальнейшему повышению стоимости готовых изделий. Цена карбидокремниевых ключей по-прежнему остается намного большей, чем у кремниевых аналогов.
Экономические расчеты показывают, что для достижения конкурентоспособных показателей стоимость SiC-модулей должна быть снижена в среднем в два-три раза. Поэтому пока что их использование оправдано, прежде всего, в высокочастотных, компактных преобразователях. Хорошие массогабаритные показатели очень важны, например, в ветроэнергетических установках, где более компактный инвертор — это не только лишнее пространство внутри гондолы, но и меньшие расходы на транспортировку и монтаж.
Что касается проблемы снижения стоимости карбидокремниевых компонентов, то перспективы здесь можно рассматривать как обнадеживающие. Анализ рынка показывает, что в ближайшие три года цены на SiC Шоттки упадут примерно на 30%, на SiC MOSFET — на 40%, что существенно повысит их коммерческую привлекательность. В результате этого как гибридные, так и 100% карбидокремниевые модули могут стать конкурентоспособными не только на нишевых рынках, но и в традиционных для силовой электроники применениях. Компания SEMIKRON использует диоды SIC Шоттки и ключи SiC MOSFET в компонентах семейств MiniSKiiP и SKiM, инженерные образцы которых доступны с начала 2014 г.
- Scheuermann U., Beckedahl P. The Road to the Next Generation Power Module — 100% Solder Free Design // Proc. CIPS 2008, ETG-Fachbericht 111. Nuremberg. 2008.
- Scheuermann U., Schmidt R. Impact of Solder Fatigue on Module Lifetime in Power Cycling Test // EPE. 2011.
- Luechinger C., Loh T.-K., Oftebro K., Wong G. Composite Aluminum-Copper Ribbon bonding — Heel Reliability // Proc. IMAPS. 2007.
- Scheuermann U. A Technology Platform for Advanced Power Electronic Systems // Power Electronic Europe. № 3.
- Колпаков А. Оптимизация характеристик силовых модулей для сложных условий эксплуатации // Силовая электроника. 2008. № 1.
- Колпаков А. Технология низкотемпературного спекания в силовых модулях // Компоненты и технологии. 2009. № 7.
- Колпаков А. SKiN-технология — силовая электроника завтрашнего дня // Силовая электроника. 2013. № 1.
 19 сентября, 2007
19 сентября, 2007 23 ноября, 2020
23 ноября, 2020